W grudniu 2013 roku firma HYDROTECH S.A. oraz Instytut Mechanizacji Budownictwa i Górnictwa Skalnego dokonały zgłoszenia wynalazku w Urzędzie Patentowym RP na „Sposób i układ monitorowania oraz wizualizacji geometrii górniczego, podziemnego wyrobiska ścianowego”. Rozwiązanie będące przedmiotem zgłoszenia pozwala na odwzorowanie przestrzenne geometrii i położenia każdej sekcji ścianowej obudowy zmechanizowanej z osobna oraz całego kompleksu ścianowego obudowy zmechanizowanej i przenośnika ścianowego (z uwzględnieniem aktualnego położenia maszyny urabiającej),tym samym również przestrzennej geometrii powstałego wyrobiska ścianowego.
Jednym ze współczesnych problemów eksploatacji podziemnych wyrobisk ścianowych w kopalniach węgla kamiennego jest monitoring wysokościtzw. „furty eksploatacyjnej”, czyli wysokości prowadzonego wyrobiska ścianowego. Dlaczego jest to takie istotne? Chodzi o jakość wydobywanego węgla. Ponieważ węgiel w formie warstwy umiejscowiony jest między warstwami tzw. skały płonnej (kamienia), a w samym pokładzie węglowym też mogą być tzw. przerosty lub soczewki kamienia; w trakcie urabiania ściany kombajn skrawa oprócz węgla także kamień, który miesza się z urabianym węglem i transportowany jest razem z nim na powierzchnię. W ten sposób kamień obniża jakość urobku i tym samym – cenę węgla. Taki węgiel można wzbogacić (oczyścić) w zakładzie przeróbczym na powierzchni, ale jest to kosztowne.
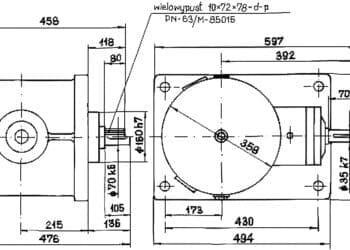
Należałoby zatem tak prowadzić eksploatację ściany, by unikać urabiania kamienia. W warunkach zapylenia w ścianie w trakcie urabiania trudno jest ocenić czy kombajn przybiera już skałę płonną czy jeszcze urabia tylko czysty węgiel. Choć prowadzone są różne próby i prace badawcze by to rozpoznawać, np. przez pomiar poboru mocy kombajnu lub pomiary temperatury noży skrawających, jak dotąd najpewniejszą metodą pozostaje kontrola wysokości ściany, czyli wysokości rozpartych sekcji obudowy, która tę ścianę zabezpiecza (Rys. 1).

Pokład węgla jest tworem natury, nie powstał „od linijki”, ale wstępnie można przewidywać jego grubość na podstawie obserwacji chodnika podścianowego i nadścianowego, między którymi prowadzimy ścianę wydobywczą. Przykładowo: spodziewamy się, że pokład węgla w ścianie na całym przewidywanym jej wybiegu (czyli planowanej do wydobycia drodze, którą muszą pokonać kombajn, przenośniki nadążające za nimi sekcje obudowy) ma wysokość 2 m, a na ostatnich trzystu metrach wybiegu wysokość pokładu obniża się do 1,8 m – bo tyle pokazują oba chodniki przyścianowe. Kombajnista ma więc ciąć te dwa metry (a 1,8 m na ostatnim, 300-metrowym odcinku) i na tyle będą rozparte sekcje, które „idą” za kombajnem i podpierają wycięte wyrobisko. Jeśli sekcje będą rozparte wyżej, tzn. że wycięliśmy więcej, czyli również kamień i to już nie jest „czyste wydobycie”. Taka informacja, jest formą kontroli trochę po fakcie, bo błędny skraw jest już zrobiony (ale można skorygować następny).
Pamiętam przetarg na modernizację obudowy ścianowej, której pierwotny zakres geometryczny (minimalna i maksymalna wysokość możliwego rozparcia sekcji obudowy) wynosił 1,3 m – 2,6 m, a klient wymagał by po modernizacji górna granica, zarówno zakresu geometrycznego, jak i zakresu pracy, wynosiła 1,8 m (bez obniżenia dolnej granicy zakresu). W pierwszej chwili myśl: czemu tak „kaleczyć” konstrukcję?Nie wystarczy po prostu nie rozpierać obudowy wyżej (tzn. nie wycinać wyżej wyrobiska)? Akurat ściana, do której te sekcje były przeznaczone miała przewidywaną wysokość do 1,8 m. Teraz wyobraźmy sobie sekcję obudowy rozpartą na 1,8 m. Obudowa między innymi chroni tzw. przejście dla załogi, czyli drogę, którą górnicy przemieszczają się wzdłuż ściany. To przejście ograniczone z jednej strony przenośnikiem, z drugiej stojakami sekcji, ma nad sobą chroniąca go stropnicę sekcji, natomiast od spodu, szczególnie gdy sekcja jest w pozycji dosuniętej do przenośnika, ma tzw. spągnicę sekcji. To teraz policzmy: wysokość przekroju, czyli „grubość” stropnicy w tym miejscu to 0,36 m, a spągnica ma 0,2 m, czyli górnikowi zostaje wysokie na 1,24 m przejście. Ta ściana miała „tylko” 180 m długości… Wyobraźmy sobie „spacer” w takich warunkach, z czterokilogramowym aparatem ucieczkowym obijającym kolana: na drogę przebytą na kolanach, czy czołganiem trochę za wysoko, wyprostować się nie można, a pochylonym – chyba tylko pod kątem prostym…, a wystarczyłoby podnieść trochę wysokość ściany, żeby nie trzeba było przysiadać, a tylko się schylać. Dlatego miało to być mechanicznie niemożliwe. I to pokazuje, że problem jest.

Pomiar wysokości wszystkich sekcji prowadzony ciągle i zdalnie, z bieżącym przekazywaniem tych danych do nadzoru, byłby lepszym rozwiązaniem. Tylko jak? Jakieś czujniki na górnej powierzchni spągnic oraz na dolnej stropnic z optycznym albo ultradźwiękowym pomiarem rozstawu? Problemem jest nie tylko zapylenie, urobek i elementy wyposażenia, które mogą leżeć na spągnicach. Stropnica podczas rozpierania wędruje nie tylko w górę, ale w zależności od tak zwanej krzywej lemniskaty (toru ruchu wyznaczonego końcówką stropnicy, charakterystycznego dla danej geometrii łańcucha kinematycznego sekcji) może się cofać względem spągnicy o jakieś 100-200 mm. Wnętrze sekcji, poza samym przejściem, wypełnione jest wiszącymi przewodami hydraulicznymi… Nie ma wiele przestrzeni gdzie sygnał nie byłby zakłócany. Można by wstawić do stojaka hydraulicznego przetwornik pomiaru wysuwu. Podobnie jak mierzy się wysuw przesuwników sekcji kompleksów strugowych. Ma to jednak sens tylko w stojakach jednostopniowych, które stosujesię rzadko. Konstrukcja wewnętrzna stojaków teleskopowych uniemożliwia taką instalację. Zamontowanie zewnętrznej „linijki” pomiarowej, ze względu na potencjalne kolizje z innymi elementami, stosowane osłony stojaków, które marszcząc się w harmonijkę przy ich zsuwaniu zagarniają pozostałą wolną przestrzeń oraz na zbyt delikatną konstrukcję takiej „linijki”, jak na warunki dołowe, też nie rokuje dobrze. W trakcie rozmów na ten temat kilka osób wskazało na inklinometry i to było to.
Inklinometr elektroniczny mierzy wychylenie elementu (pod warunkiem,że nie jest to obrót wokół osi – pionu wyznaczonego przez siłę grawitacji). Już w latach 70-tych w USA przyznano patenty na stosowanie inklinometrów do monitoringu geometrii kombajnów ścianowych. W sekcji jest sporo elementów, które wraz z rozpieraniem, czyli podnoszeniem jej wysokości, obracają się (a dokładnie to wszystkie trzy podstawowe elementy kinematyki tzw. układu lemniskatowego: przedni i tylny łącznik oraz osłona odzawałowa). Obrót wykonuje też sam stojak hydrauliczny (przynajmniej w najpowszechniej stosowanym obecnie typie sekcji – podporowo-osłonowych).
Projektując nowy typ obudowy konstruktor wyznacza jej tzw. „kinematykę”, czyli geometryczną charakterystykę zależności położenia elementów od wysokości rozparcia, z której wprost można odczytać, że dla wysokości np. 2,7 m stojak hydrauliczny nachylony jest do poziomu np. 75°, a tylny łącznik lemniskatowy 80°, a osłona odzawałowa 62°. Mamy więc gotową charakterystykę: wystarczy wstawić inklinometr np. na przedni łącznik lemniskatowy i gdy zmierzy 52°, tzn. że obudowa ma wysokość 2,75 m, genialne! Inklinometr musi być oczywiście w wykonaniu Atex– przeciwwybuchowym, iskrobezpiecznym (z uwagi na metan i pył węglowy), z pyłoszczelną obudową, odporną na uszkodzenia mechaniczne. Trzeba go jeszcze tylko zasilić, odebrać sygnał i przekazać do komputera dołowego i na powierzchnię, ale to już nie taki problem – od dawna istnieją rozwiązania monitoringu ciśnienia w stojakach z przekazem bezprzewodowym, wystarczy je uzupełnić o dane z inklinometrów. Nikt w Polsce czegoś takiego jeszcze nie oferował.

Potem były konsultacje z rzecznikiem patentowym, analiza zasobów sieci (trafiliśmy nawet na kilka zgłoszeń patentowych, co prawda nie starszych niż dwa lata, ale z inklinometrami w sekcjach obudowy)… i „balonik pękł”.
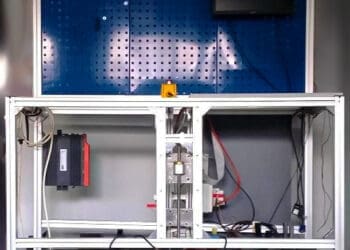
Jednak, w międzyczasie, analiza rozwiązania poszła dalej. Jeden inklinometr nie wystarczy, bo sekcja, jako całość, może być nachylona – przecież może pracować na nachyleniach poprzecznych ściany (czyli wzdłużnych sekcji) +/– 15°. Jeśli sekcja jest nachylona 15° to inklinometr na przednim łączniku lemniskatowym nie pokaże 52°, jak dla wysokości sekcji 2,75 m tylko 37°, i jeśli nie zrobimy korekty, program odczyta wysokość 1,9 m. Musi więc być drugi inklinometr na podstawie, czyli na spągnicy i algorytm korygujący. Powinien być też trzeci inklinometr – na stropnicy. Nasz program odczyta wysokość sekcji, ale u szczytu układu lemniskatowego, czyli nad osią połączenia stropnicy z osłoną odzawałową. W zasadzie stropnica powinna być równoległa do spągnicy, ale ta równoległość zależy od równoległości spągu i stropu. Obudowa stoi na spągu, a stojaki dociskają stropnicę do stropu. Jeśli np. strop lokalnie nie jest równoległy do spągu i na odcinku długości stropnicy wysokość ściany się obniża: z tyłu stropnicy jest 2,75 m, a przy jej przedniej krawędzi – 2,55 m, to przy stropnicy długości 4,3 m wychodzi tylko około 2° nierównoległości tych podstawowych płaszczyzn. Nas bardziej interesuje akurat wysokość z przodu stropnicy, bliżej kombajnu, czyli inklinometry muszą być trzy, ale za to mamy trochę informacji dodatkowych. Oprócz wysokości ściany mamy nachylenie wzdłużne sekcji (czyli lokalne poprzeczne ściany), mamy też wzajemne podłużne nachylenie stropnicy do spągnicy, geometrię układu lemniskatowego, czyli aktualny obraz wzajemnego położenia wszystkich podstawowych elementów układu kinematycznego sekcji wraz z wynikającymi z tego rozsunięciami stojaka i siłownika podpory stropnicy. Tę teorię sprawdziliśmy praktycznie na sekcji obudowy w warunkach warsztatowych (Rys. 4 i 5).

Standardowe inklinometry mierzą nachylenie w dwóch osiach, tzn. że jest jeszcze informacja o nachyleniu poprzecznym sekcji (czyli lokalnym podłużnym ściany), a to już nie jest tylko plan/rzut/widok/przekrój płaski 2D pojedynczej sekcji. Zważywszy na to, że każda sekcja wypełnia na szerokość wyznaczoną jej podziałką przestrzeń, i w zasadzie wszystkie stoją w szeregu, bokami równolegle do siebie (z grubsza), mamy szereg brył – sekcji. Dla każdej znamy wysokość, nachylenie górnej powierzchni do podstawy, wewnętrzną strukturę i dwa z trzech kątów orientujących je w przestrzeni. Trzeci kąt (obrót względem osi wektora siły grawitacji) możemy założyć taki sam dla wszystkich, bo zakładamy, że krawędziami bocznymi podstawy sekcje pracują w zasadzie równolegle do siebie.

przeprowadzonych dzięki firmie POSITAL FRABA. Mierzone parametry zgodnie z ustawionym
taktowaniem programowo wpisywane w tabele Excela. Na ekranie wykres ich przebiegu
Moglibyśmy odwzorować w 3D cały szereg sekcji pracujących w ścianie, ale brakuje nam jeszcze paru wymiarów. Dokładnie – chodzi o wzajemne przesunięcia sekcji względem siebie: przód-tył oraz góra-dół, ale jak je zmierzyć?
Jest jeszcze jeden problem. Sekcje obudowy wpasowują się w wyrobisko wycięte przez kombajn, ale to właśnie kombajn (jako maszyna urabiająca) wycina i ma wycinać ten czysty urobek na którym nam tak zależy i to kombajn jest „twórcą” tego wyrobiska, a na razie nic nie wiemy o jego położeniu. Trasa kombajnu nie do końca jest równoległa do linii szeregu sekcji. Kombajn jeździ po przenośniku. Przenośnik jest jego trasą jazdy i względem położenia tej trasy, odpowiednim wychyleniem ramion z organami urabiającymi możemy sterować urabianiem – jej wysokością. To przenośnik jest krok przed sekcją, leży na powierzchni, na którą sekcje spągnicami wsuną się dopiero po przebudowie.
Gdyby nie skupiać się na sekcjach i spojrzeć z perspektywy na cały kompleks maszyn ścianowych, od razu rzuca się w oczy, że ścianowy przenośnik zgrzebłowy jest strukturą, która jest odniesieniem dla wszystkich maszyn. „Spaja” urządzenia w jeden zespół/kompleks maszyn, jest trasą kombajnu, jest linią zaczepienia dla wszystkich sekcji obudowy, jest jakby kręgosłupem całego wyrobiska, bo jest giętki jak kręgosłup (do pewnych granic) i doskonale oddaje wzdłużny przebieg ściany. Składa się z segmentów o takiej samej podziałce jak sekcje obudowy. Każdy segment jest przypisany do jednej sekcji, jest z nią mechanicznie spięty poprzez układ przesuwny. Widać, że ściana jako wyrobisko, komora, pewna podziemna przestrzeń, jest sumą szeregu małych lokalnych komór, za utrzymanie których odpowiedzialne są poszczególne sekcje obudowy. Taka lokalna komora ma swoją lokalną geometrię (jeśli tak można nazwać opis jej kształtu) i szerokość podziałki. Jej powierzchnie boczne to tylko teoretyczne granice, bo przestrzeń otwiera się na sąsiednie lokalne komory – tu nie ma ściany skał, jest tylko w pewnych miejscach styk osłon bocznych jednej sekcji z osłonami sąsiedniej (ich powierzchnie boczne nie są dla nas interesujące, jeśli nie rozpatrujemy wzajemnych kolizji). Powierzchnia od strony zawału – teoretycznie przyjmijmy, że jej granicą jest powierzchnia zewnętrzna osłony odzawałowej – w sumie też nas nie interesuje, bo to już przeszłość: zawał. Powierzchnia od strony ociosu – to ocios wycięty przez kombajn. Jeśli określimy położenie wszystkich maszyn, to znajdziemy też krawędź boczną przekroju organu urabiającego kombajnu określającą tę powierzchnię. Powierzchnia górna/strop jest styczną z górną powierzchnią stropnicy sekcji. Powierzchnia dolna/spąg wyznaczona jest przez dwie płaszczyzny: podstawę spągnicy sekcji i podstawę odpowiedniego segmentu przenośnika zgrzebłowego. To mogą być różne płaszczyzny, mogą mieć różne nachylenia, sekcja może wspinać się w górę, a przenośnik – krok dalej, w wyniku korekcji (np. układem korekcji pionowej przenośnika lub poprzez odpowiednie przebudowanie belki układu przesuwnego, lub w wyniku większego podcięcia kombajnem), może już być skierowany nachyleniem w dół, żeby podążać za pokładem, lub z innej przyczyny (nachylenie modułu przenośnika można monitorować inklinometrem).
Opis bryły lokalnej geometrii można by uprościć do zarysu przekroju w jej płaszczyźnie symetrii, czyli w miejscu mocowania sekcji do przenośnika (wypada w środku segmentu przenośnika) symetrycznie wyciągniętego w obie strony, na długość połowy podziałki, do jej granic. Trzeba tylko te lokalne geometrie zsumować wzdłuż pewnej linii wiodącej, określonej w geometrii 3D i oddającej przebieg wzdłużny wyrobiska, wyznaczonej przez charakterystyczne punkty. Te punkty to mocowania układu przesuwnego sekcji do segmentu przenośnika, konkretnie określone na geometrii każdego jego segmentu.
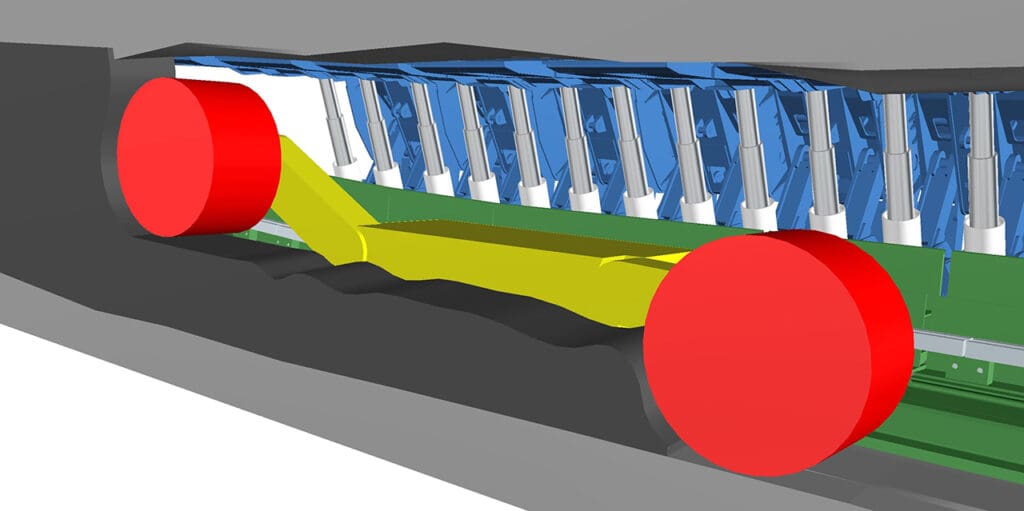
Sam układ przesuwny, jako prosty układ mechaniczny, również może być monitorowany w sposób obrazujący jego aktualne odwzorowanie przestrzenne. Potrzebujemy jeden inklinometr do pomiaru kąta belki, drugi do pomiaru kąta nachylenia siłownika, tzw. przesuwnika sekcji, i pozostaje tylko pomiar aktualnego rozsunięcia siłownika.
Łącząc odwzorowanie sekcji z odwzorowaniem modułu przenośnika, poprzez odwzorowanie układu przesuwnego sekcji, mamy obraz lokalnej pary sekcja-moduł przenośnika.
Zmieniamy podejście, już nie interesuje nas tylko wysokość poszczególnych sekcji. Chcemy monitorować, wyznaczać na bieżąco geometrię całej ściany, wszystkich znajdujących się w niej urządzeń i ich wzajemne położenie, w 3D – tworzymy bieżący wirtualny model 3D danego wyrobiska ścianowego, a tego w znanych nam zgłoszeniach nie było. Motywacja wróciła, pozostało tylko to dopracować…
Dariusz Kapuściński
HYDROTECH S.A.
artykuł pochodzi z wydania 7/8 (94/95) lipiec/sierpień 2015