Wiele lat wstecz obowiązywały w Polsce przepisy dotyczące prototypów, także maszyn. Traktowały one łagodnie wykonawcę nieudanego prototypu, pozwalając wliczyć koszty w straty, wydłużały gwarancję oraz wykluczały jakieś odszkodowania, zwłaszcza gdy wcześniej zawarta była pomiędzy stronami umowa o wykonanie prototypu. Dzisiaj też są jakieś przepisy, ale bardziej dotyczą one wyższych uczelni i instytutów, a nie innowacyjnych firm inżynierskich i umów zawieranych przez takie firmy z inwestorami.
Zgodnie z przepisami umowa o wykonanie prototypu lub jednostkowej maszyny jest normalną umową o dzieło, zawartą na wykonanie maszyny według ogólnych zasad. Aby zabezpieczyć wykonawcę, ale także i inwestora, przed skutkami nieudanego prototypu trzeba więc stosować inne rozwiązanie.
Kiedyś w Polsce produkowało się dużo obrabiarek specjalnych, zespołowych i linii obróbczych. Były to jedne z najdroższych jednostkowych urządzeń technologicznych, jakie można było zamówić w Polsce. Wypracowano wówczas metodę zatwierdzania danych do projektowania takich maszyn. Był to plan technologiczny, specjalnie wykonany w celu umożliwienia zatwierdzenia zarówno detalu, który „wchodził” na obrabiarkę specjalną i miał jakąś postać oraz wymiary i ich tolerancje, jak i detalu, który „wychodził” po obróbce z obrabiarki specjalnej i też miał wymiary (zmienione) i tolerancje po obróbce. Plan ten wykonany przez projektanta obrabiarki zamieszczano na ogół w ofercie i był on podpisywany przez głównego technologa i dyrektora inwestora, a ze strony fabryki obrabiarek – przez dyrektora fabryki. Plan miał podane jeszcze inne parametry technologiczne i wydajnościowe. Chodziło o to, że jeśli inwestycja w obrabiarkę miała przynieść konkretne wymierne korzyści ekonomiczne i jakościowe, to decyzja o zamówieniu takiej drogiej maszyny nie mogła być oparta o jakieś niesprawdzone lub niesprecyzowane i nieprzeanalizowane założenia, bo te mogłyby doprowadzić do nieuzyskania żądanych wymiarów i wydajności, a przez to do niepotrzebnego wydania dużych pieniędzy lub prowadzenia długotrwałych sporów (też sądowych). Stworzenie planu technologicznego wymagało więc dosyć szczegółowej analizy, zarówno wykonywanej przez projektanta obrabiarki, jak i jego zwierzchników, ale też przez technologów inwestora. Sposób analizy i system zatwierdzania planu technologicznego, był specjalną procedurą, która minimalizowała ryzyko nieudanej inwestycji, miała skutki dla inwestora, ale też dla fabryki obrabiarek. Plan technologiczny był też poważnym dokumentem prawnym, gdyż zapisano w nim dość szczegółowo jak ma wyglądać detal przed obróbką, jak i po obróbce, i zawarto większość parametrów technologicznych i wydajnościowych, co likwidowało sytuacje sporne pomiędzy zlecającym a wykonawcą. Doświadczenia te zostały przeniesione do Polski z USA przez inżynierów polonijnych, którzy wspierali w tamtych czasach polski przemysł.
Obecnie wytwarzane urządzenia i linie technologiczne inne niż obrabiarki specjalne są równie skomplikowane i drogie, a często nawet znacznie droższe niż wcześniejsze linie obróbcze. Tym bardziej więc dokument taki jak plan technologiczny, zatwierdzony przez inwestora i wykonawcę, jest pożądany i wykonywanie go powinno być rozpowszechnione. Firma, która stosuje procedurę tworzenia i zatwierdzania planu technologicznego może uchronić się od wielu niebezpiecznych sporów przy odbiorach jednostkowych maszyn, a przy tym zyska pewność, że budowana maszyna jest w sposób udokumentowany wnikliwie przeanalizowana przed podpisaniem umowy.
Przedstawienie planu technologicznego inwestorowi powoduje też znacznie poważniejsze traktowanie takiego wykonawcy, który potrafi analizować proces projektowania i wykonywania skomplikowanego i drogiego urządzenia, czym udowadnia, że postępuje profesjonalnie i minimalizuje ryzyko niewywiązania się z umowy.
W następnych akapitach przedstawiono kolejność postępowania i analizowania danych do wykonania dobrego planu technologicznego.
Detal wchodzący
Należy założyć, że inwestor będzie starał się dać detal o jak najniższej tolerancji, a od nas będzie wymagał wykonania go w jak najwyższej tolerancji. Bierze się to z nieznajomości możliwości technologicznych lub niefrasobliwości lub też złej woli takiego inwestora, kiedy otrzymujemy na przykład cięty kształtownik w tolerancji +/- 3 mm, i żąda się od nas tolerancji wykonania na projektowanej maszynie na poziomie +/- 0,5 mm. Oczywiście, w niektórych przypadkach można niekiedy osiągnąć różne, prawie niemożliwe tolerancje, ale wymaga to najczęściej skomplikowania przyrządów lub technologii. Często zdarza się, że detale wchodzące nie mają podanej żadnej tolerancji, wtedy obowiązuje tolerancja warsztatowa (IT12÷ IT16) z tym, że trzeba zdecydować się na jedną klasę. Analizując detale wykonane różnymi metodami, a więc kute, odlewane, po obróbce plastycznej, skrawaniem, czy krojone, należy brać pod uwagę możliwości tych metod wykonania i możliwych do osiągnięcia tolerancji. Przy tworzeniu planu nie chodzi bowiem o oszukanie drugiej strony, tylko o rzetelną i uczciwą analizę, przeprowadzoną przez obie strony, tak aby wykonanie przedmiotu w projektowanej maszynie dało zamierzony i zaplanowany efekt.
Detal wychodzący
Po zamocowaniu i wykonaniu odpowiednich operacji detal został zmieniony. Ma teraz inne wymiary i tolerancje. W przypadku odlewania, obróbki plastycznej lub spawania najczęściej zmienia zupełnie swój kształt. Wymiary te i tolerancje należy podać na planie. Powinny to być tolerancje, które łatwo jest osiągnąć w planowanej maszynie. Zaostrzenie tolerancji ma swój skutek w postaci droższych rozwiązań, na przykład drogich zespołów wykonawczych i narzędzi. Należy też wziąć pod uwagę optymalizację procesu produkcji w jego początkowej fazie. W niektórych technologiach taka optymalizacja jest możliwa, a produkcja na ustalonym już zoptymalizowanym poziomie technologicznym i jakościowym jest utrzymywana.
Analiza procesu technologicznego
W przypadku obróbki skrawaniem w maszynach specjalnych – zespołowych i liniach obróbczych, dokonuje się podziału operacji i ustala parametry obróbki: szybkość skrawania i szybkość posuwu (wg odpowiednich tabel i normatywów) oraz czynności pomocnicze, tak aby uzyskać odpowiedni czas taktu na każdym stanowisku. Dobiera się też właściwe narzędzia skrawające i stopień precyzji zespołów obróbczych. Ideałem jest, jeżeli wszystkie operacje są wykonane w zbliżonym czasie. Nie zawsze się to udaje i wtedy limituje takt obrabiarki najdłuższa operacja. Bardzo często najdłuższą operacją jest odmocowanie wykonanego już na obrabiarce detalu i zamocowanie detalu do obróbki, które dokonywane jest w obrabiarkach na pierwszym, specjalnym stanowisku obsługi. Wtedy czas takiej operacji limituje takt obrabiarki. Mocowanie trwa przykładowo 60 sekund, a nieraz więcej. W celu ustalenia czasu mocowania przeprowadza się szacunkowe próby doświadczalne, które i tak zależą od oszacowania tego czasu przez wykonującego plan technologiczny projektanta i w zasadzie od jego doświadczenia, a mają ogromny wpływ na wydajność maszyny. Podobny problem może wystąpić przy stanowiskach i liniach zrobotyzowanych.
W maszynach i stanowiskach spawalniczych dokonuje się podziału korpusu spawanego na mniejsze podzespoły spawalnicze, wykonywane na osobnych stanowiskach spawalniczych (operacje), a potem zespawane w całość na dużym przyrządzie lub wielu stanowiskach linii zrobotyzowanej. W mniejszych korpusach spawanie odbywa się od razu w przyrządzie głównym. Podział na podzespoły, oprócz zoptymalizowania czasu wykonania korpusu, ma też na celu zminimalizowanie skurczów spawalniczych i przeciwdziałanie w maksymalnym stopniu odkształceniom spawalniczym, będących ich skutkiem. Taki podział – na mniejsze zespoły spawalnicze – oraz właściwy dobór baz ma wielkie znaczenie dla jakości korpusu. Podczas analizy bazowania detali w kolejnych przyrządach dla podzespołów spawalniczych należy też wziąć pod uwagę zachowanie ciągłości bazowania poszczególnych podzespołów. Bazy powinny być skierowane zawsze, we wszystkich kolejnych przyrządach, w tę stronę, która daje największą szansę na uzyskanie w efekcie końcowym dokładnego i jak najmniej odkształconego korpusu. Wykonuje się tę analizę zaczynając od tyłu, czyli od całkowicie jakby już pospawanego korpusu, i dzieląc na podzespoły spawalnicze przewiduje się, w którym miejscu umieścić należy bazy i dociski. Proces ten jest trudny i wymaga doświadczenia w technologii spawania.
Przy ustalaniu technologii spawania należy również sprawdzić czas wykonania poszczególnych operacji. Czasy spawania dla odpowiednich metod spawania dobiera się z tabel. Może się jednak zdarzyć, że czas odmocowania detali pospawanych i zamocowania nowych detali do spawania jest długi. Np. odkręcenie dwustu śrub mocujących dociski poszczególnych detali i ponowne ich zakręcenie, przy jednoczesnym dopasowaniu detali, może być dłuższe od samego spawania. Należałoby wtedy przeanalizować potrzebę zastosowania docisków pneumatycznych w układzie półautomatycznym, tzn. mocowanie detali sekwencyjnie, a odmocowanie wszystkich siłowników jednocześnie. Pneumatyka znacznie przyspiesza te czynności i skraca czas mocowania. Niekiedy może się okazać, że należy na tym etapie analizy domagać się od inwestora zacieśnienia tolerancji wykonania poszczególnych detali wchodzących, bo jakość korpusu po spawaniu ze zbyt dużymi szczelinami, powodującymi skurcze i odkształcenia spawalnicze, może być zbyt niska i może nie odpowiadać wymaganiom wytrzymałościowym i wymiarowym. Także w przypadku zamieszczenia w dokumentacji zbyt rygorystycznych wymagań tolerancji kompletnego korpusu należy negocjować z inwestorem poluźnienie tolerancji ostatecznych, jeżeli po analizie okaże się, że uzyskanie wygórowanych tolerancji jest zbyt trudne lub mało prawdopodobne, a niekiedy też niepotrzebne. Można w spawaniu uzyskać duże dokładności, ale wymaga to: wykonania detali w odpowiedniej tolerancji i jej powtarzalności, bardzo dobrej technologii spawania, dokładnego przyrządu, często większego jeszcze podziału na podzespoły (więcej przyrządów), lub też innych przyrządów do montażu spawalniczego, a innych do wyspawania, a często także studzenia korpusu po spawaniu w przyrządzie w stanie zaciśniętym (kilka lub kilkanaście godzin), tzw. krepowania. Działania te mogą powodować inne koszty wykonania przyrządów i inne niż zakładano koszty technologii (wydłużony czas wykonania korpusu – studzenie).
Dlatego analizę tę trzeba wykonać na poziomie opracowywania planu technologicznego. Należy również, na tym poziomie analizy, ustalić liczbę koniecznych do prób detali, które powinien dostarczyć inwestor. Koniecznie trzeba sprawdzić, czy inwestor nie ma jakichś Warunków Wykonania i Odbioru lub też Warunków Projektowania i Dostaw. Koncerny motoryzacyjne, ale i producenci taboru szynowego często mają takie lub podobne warunki. Podpisując umowę lub przyjmując zlecenie na wykonanie stanowisk czy przyrządów najczęściej godzimy się na te warunki, a one mogą być potem trudne w zrealizowaniu. Można jednak negocjować niektóre zapisy takich warunków i te wynegocjowane zapisy powinny też znaleźć się w planie technologicznym.
Forma planu technologicznego jest w zasadzie dowolna, zwłaszcza w sytuacji nieobowiązywania w Polsce obecnie – od naszego przystąpienia do Unii Europejskiej – jakichkolwiek zasad rysunku technicznego. Tak jak zasady tworzenia planów i analizy wymiarowej, tolerancji, czy parametrów technologicznych, przez lata nie zmieniły się wcale, to wykonywanie rysunków uległo znacznej zmianie.
Elementy planu technologicznego
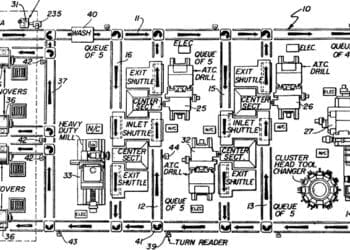
Wspomaganie komputerowe oraz na nowo wypracowane nowe wzory (grafika), powodują, że plan (rysunek) może wyglądać inaczej, a na pewno lepiej. Załączony rysunek planu ma dać jedynie pogląd na istotę planu technologicznego. Możliwe też, że nie uda się stworzyć jednolitej formy planu technologicznego i może on inaczej wyglądać dla obróbki skrawaniem, inaczej dla spawania w pojedynczych przyrządach, inaczej dla stanowisk zrobotyzowanych, a jeszcze inaczej dla dużych linii technologicznych. Minimalny plan technologiczny powinien zawierać rysunek detalu wchodzącego z wymiarami i tolerancjami, i rysunek detalu wychodzącego z urządzenia technologicznego, też z wymiarami i tolerancjami. Większy plan może zawierać jeszcze plan każdej operacji oraz parametry technologiczne, z wyliczeniem taktu, a na końcu – z wyliczeniem wydajności maszyny, przy założonym współczynniku ciągłości pracy, który zawiera się na ogół pomiędzy 0,7-0,95, w zależności od zmechanizowania czynności załadunkowych maszyny, jak i stopnia automatyzacji. Niekiedy też można wyliczyć współczynnik wykorzystania maszyny, zwłaszcza kiedy wymaga tego inwestor lub bank udzielający kredytu. Wynika on z założonego programu rocznej produkcji i wydajności maszyny. Źle jeżeli wychodzi on poniżej 0,5, jednak na ogół powinien być w granicach 0,8-0,9. Jeżeli wychodzi powyżej 1 to albo trzeba dodać drugą maszynę, albo spróbować zwiększyć stopień automatyzacji.
W zdecydowanej większości planów technologicznych wystarczającym formatem jest A3. Można podzielić ten format na dwa arkusze A4. Na pierwszym, lub z lewej strony, będzie wtedy rysunek detalu wchodzącego na nasze urządzenie, a drugim, lub z prawej strony, rysunek detalu wychodzącego. Potrzebne są jeszcze odpowiednie uwagi (o których poniżej) i miejsce na zatwierdzenie planu (podpisy) na rysunku detalu wychodzącego. Powinna też być tabliczka z numerem rysunku, nazwą, np. „Plan technologiczny detalu…”, z datą oraz podpisem autora rysunku i nazwą firmy wydającej ten dokument. Powinna być pełna identyfikacja planu technologicznego, tak aby można się na niego powoływać, czy to w ofercie, jeżeli jest składany razem z ofertą, czy też osobno, jako fragment dokumentacji do zatwierdzenia, a przed wykonaniem maszyny.
Informacje na rysunku dotyczące detalu wchodzącego
Detal lub wszystkie detale wchodzące (np. dla przyrządów spawalniczych), przekopiowane z rysunku konstrukcyjnego lub wklejone, muszą zawierać wszystkie istotne wymiary i tolerancje dla mocowania i obróbki. Jeżeli nie ma tolerancji podanych na rysunku konstrukcyjnym to należy podać klasę dokładności, np. IT12. Ta klasa tolerancji warsztatowej powinna być przez nas preferowana. Może ona być negocjowana i w jej wyniku możemy zgodzić się na luźniejszą tolerancję np. IT14 lub nawet IT16, mając świadomość, z jaką wtedy dokładnością będziemy mieli do czynienia i jak wpłynie to na pewność ustalania i mocowania, oraz na wymiary wykonywanego na maszynie przedmiotu.
Na tym rysunku podaje się też, przy pomocy odpowiednich symboli, sposób i miejsca bazowania i docisków. W dolnej części rysunku można podać legendę dotyczącą symboli bazowania i dociskania. Poniżej podano przykładowo zapisy na stronie rysunku detalu wchodzącego. Nie wszystkie (i nie zawsze) są one takie same. Zależą od różnych okoliczności i rodzaju przedmiotu podlegającemu obróbce. Te poniżej są przykładowe:
- Pochylenie odlewnicze 60. Odlew w III kl. Wg PN-72/H83104
- Powierzchnia powinna być czysta i gładka jako baza obróbkowa.
- Nie dopuszcza się gratu.
- Odlew śrutowany
- Korpus przed obróbką wyżarzany odprężająco
- HB 170-241 (lub inna znana twardość)
- Klasa chropowatości
Ponadto:
- Nazwa przedmiotu obrabianego
- Nr rysunku
- Rodzaj materiału
- Postać materiału – np. odlew śrutowany, korpus spawany, materiał krojony itp.
- Ciężar przedmiotu
- Żądana wydajność
Mogą być także inne uwagi, tu nie podane, a mogące mieć wpływ na jakość wykonania na naszym urządzeniu technologicznym. Jednak z zapisami w tej części planu nie powinno się też przesadzać. Powinny być realne, możliwe do spełnienia przez inwestora, ale i też umożliwiające wykonanie żądanych wymagań na naszej maszynie. Często jednak zdarza się, że zapisy wymiarów i warunków powstają w trudnych warunkach i są wynikiem swoistej „walki” pomiędzy inwestorem i wykonawcą maszyny.
Informacje na rysunku detalu schodzącego
W tej części planu podanych jest zwykle znacznie więcej uwag i to istotniejszych.
Na przykład:
- Podane muszą być wymiary i tolerancje zmienionego w obróbce przedmiotu.
Znajdować się tutaj powinny także niżej wymienione uwagi:
- Wymiary i warunki techniczne nie podane na niniejszym planie technologicznym nie podlegają odbiorowi i sprawdzeniu.
- Wymiary nietolerowane będą wykonane w klasie IT14.
- Dopuszczalny jest ślad / rysa 0,2 mm od wycofania narzędzia.
Może tu być również wiele innych uwag dotyczących położenia detali, tolerancji, odkształceń spawalniczych i naprężeń, które powinien usunąć inwestor po wykonaniu przedmiotu, w zależności od przedmiotu i obróbki oraz przeprowadzonej analizy. Należy dążyć do tego, aby się zabezpieczyć przed jakimiś niespisanymi warunkami, których wypełnienia może żądać inwestor podczas odbioru, a o których nie do końca było wiadomo wcześniej, albo w ogóle nie było o nich mowy przy zlecaniu wykonania maszyny.
Pominięto tu – ze względów oczywistych – informację o konieczności sprawdzenia przez nas detali, które dostarczył inwestor do prób, czy odpowiadają one warunkom podanym na planie technologicznym.
W tej części planu można podać wyniki obliczeń technologicznych. W obrabiarkach specjalnych było to obowiązkowe. Jednak podawanie tego typu wyników obliczeń wymaga dość dużej wiedzy technologicznej i niekiedy też „polityki”, i jest możliwe w przypadku, gdy na wszystkich operacjach wykonuje się ustalenie i obliczenia parametrów technologicznych, taktów itd. Mogą to być przykładowo:
- Średni czas wykonania sztuki
- Współczynnik ciągłości pracy
- Wydajność na godzinę
- Wydajność maszyny (czy wykona założony program roczny)
- Wykonawca maszyny (obrabiarki, stanowiska zrobotyzowanego, przyrządu) zastrzega sobie prawo zmiany parametrów obróbki i w związku z tym – zmiany wydajności w granicach 20% (10%, 5%).
W większości wypadków tę część obliczeń i podawanie parametrów technologicznych, choć są one pożądane, można pominąć, wykonując plan technologiczny uproszczony, na którym jest wszystko za wyjątkiem właśnie parametrów technologicznych. Jednak dobrze byłoby zastanowić się lub obliczyć tylko takt, bo on daje wyobrażenie o możliwościach naszej maszyny, o potrzebie jej zmechanizowania, o zautomatyzowaniu lub choćby o tym, że może wystąpić potrzeba wykonania podwójnych stanowisk.
W tej części planu technologicznego powinno też być miejsce do zatwierdzenia. Może to być specjalna tabelka z miejscem na podpis i pieczątkę inwestora i podpis wykonawcy. Podpisy powinny być wykonane na wydrukach, na dwóch egzemplarzach, po jednym dla każdej strony. Musi być też data. Najlepiej jest zamieścić tabelkę nad tabliczką rysunkową.
Kiedy przedstawić plan technologiczny do zatwierdzenia?
W produkcji obrabiarek przedstawiało się plan technologiczny albo na etapie ofert, albo później, przy zatwierdzaniu dokumentacji wstępnej. Lepszy jest ten drugi termin, gdyż często dokumentacja przedstawiana do zatwierdzenia jest na etapie projektu wstępnego i o maszynie już bardzo dużo wiadomo. W fabryce obrabiarek to zatwierdzanie odbywało się na zebraniu Rady Technicznej, zawsze z udziałem inwestora. Przedstawiany był plan technologiczny i rysunki zestawieniowe głównych zespołów, oraz schematy pneumatyki, hydrauliki i elektryki, a często także system smarowania, który w obrabiarkach był na ogół automatyczny (system centralnego smarowania). Inwestorzy i producenci obrabiarek byli przyzwyczajeni do takich działań, ponieważ było to w zasadzie standardem. Jest to bardzo dobry sposób, bo można spisać protokół, w którym oprócz spraw technicznych można jeszcze zawrzeć pewne zapisy handlowe. Często uwagi wnosili przedstawiciele inwestora. Dotyczyły one najczęściej ich doświadczeń z jakąś aparaturą pneumatyczną, elektryczną czy hydrauliczną, narzędzi, uszczelnień itp. Rzadko dotyczyły one poważniejszych zmian, chociaż sporadycznie i to zdarzało się. Ustalenia Rady były ostateczne.
Plan technologiczny jest bardzo ważnym dokumentem technicznym, jak i prawnym. Daje informację o detalu wchodzącym do maszyny, jak i wychodzącym z maszyny, oraz o tym, jak powinien wyglądać, i jakie powinien spełniać warunki, a także jak będzie bazowany i dociskany. Spisanie w formie dokumentu tych informacji w zasadzie eliminuje większość problemów związanych z odbiorami przedmiotów wykonanych na naszych urządzeniach. Mamy twardy dowód, że inwestor zaakceptował nasze wymagania oraz możliwości wykonania przedmiotu i że się na nie zgodził. Ale też dowód na to, że ktoś (nasz doświadczony pracownik) wnikliwie przeanalizował problem technologii, wykonawstwa i maszyny, a nawet stanowiska. Tu ważne jest jeszcze to, że pracownicy wykonawcy wykonując plany technologiczne nabierają z biegiem czasu doświadczenia technicznego i stają się bardziej świadomymi i doświadczonymi pracownikami, z coraz większą wiedzą techniczną oraz umiejętnościami analitycznymi. Przed wielu laty wypracowano taką procedurę zatwierdzania założeń i wymagań oraz warunków, i nic nie straciła ona na swej aktualności. Żeby można było uznać ją za procedurę obowiązującą powinna ona spełniać jeszcze inne wymagania. Musi być wyraźnie określone, kto może taki plan wykonać. Powinny to być osoby o większym doświadczeniu konstrukcyjno-technologicznym. Następnie – kto w naszym przedsiębiorstwie powinien plan zatwierdzić przed przedstawieniem go inwestorowi (np. prezes, dyrektor techniczny i główny konstruktor, albo technolog). Powinno być też zapisane kto powinien zatwierdzić plan u inwestora i w jaki sposób tego dokonać (np. narada u nas lub u inwestora, Rada Techniczna, czy jeszcze jakaś inna forma korespondencyjno-cyfrowa). Dalej – co robić w przypadku, gdy inwestor nie chce zaakceptować planu technologicznego, bo nie zna takiej procedury. Wówczas wystarczy może tylko doręczenie planu technologicznego za potwierdzeniem odbioru (wystarczy dla sądu). Jeżeli inwestor nie chce zaakceptować planu technologicznego, bo nie zgadza się z jego zapisami, to niestety musimy negocjować zapisy do skutku. Wszystkie te działania można spisać w formie rozporządzenia zarządu jako obowiązujące. Będą stanowiły wtedy procedurę, która stawia firmę ją stosującą w szeregu firm profesjonalnych. Podane skrótowo zasady tworzenia planu technologicznego można stosować w zasadzie we wszystkich dziedzinach techniki, przy zawieraniu umów o jednostkowe, prototypowe technologie i konstrukcje urządzeń technicznych.
Aleksander Łukomski
artykuł ukazał się w dwóch częściach w wydaniach 6 (117) czerwiec i 7/8 (118/119) lipiec/sierpień 2017