Najważniejszym kryterium opłacalności produkcji wyrobów formowanych wtryskowo jest czas cyklu. Dla większości wyprasek (poza cienkościennymi) największą składową czasu cyklu jest czas chłodzenia.
W przypadku wielu wyprasek o skomplikowanym kształcie odprowadzenie ciepła z wąskich fragmentów formy w prosty sposób jest niemożliwe. Zastosowanie zaawansowanych technik typu chłodzenie konformalne wymaga budowania matrycy metodami przyrostowymi, co znacznie podraża koszt wykonania narzędzia. Pomocą są na pewno programy symulacyjne, wyposażone w moduły do analiz termicznych. Gdy jednak wykonana już forma nie realizuje „teoretycznego czasu chłodzenia”, ratunkiem może być ponowne wykonanie matrycy ze stali lub stopu o wysokiej przewodności termicznej. Zgodnie bowiem z prawem Fouriera strumień ciepła płynący od powierzchni formującej do kanału chłodzącego będzie tym większy, im przewodność materiału formy będzie większa.
Przyjrzyjmy się dwóm ciekawym przypadkom, które sprawiły problem ze zbyt długim czasem wtrysku.
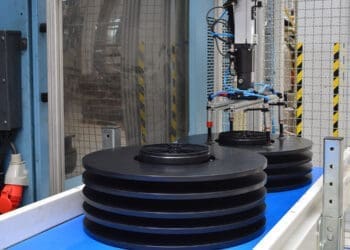
Forma dwugniazdowa na osłonę doniczki (Rys. 1). Wtryskiwane tworzywo – PS. Czas cyklu osiągnięty przez wtryskownię to 40 s. Wymiary wypraski 125x125x200, ciężar 210 g. Grubość ścian 1,5 do 1,6 mm.

Korzystając z prostej praktycznej reguły pozwalającej szybko oszacować czas chłodzenia:
tchł. = a x s2 [s]
gdzie:
s oznacza grubość ściany w mm
a = 2 do 3 (współczynnik zależny od typu tworzywa; dla krystalicznych a bliżej 2, dla amorficznych a bliżej 3)
– oszacujmy „teoretyczny” czas chłodzenia:
tchł. = 3×1,6×1,6 = 7,7 s
Doliczając pozostałe czasy, dochodzimy do wniosku, że czas cyklu powinien zmieścić się między 15 s, a maksymalnie 20 s.
Przyjrzyjmy się konstrukcji tej formy (Rys. 2).
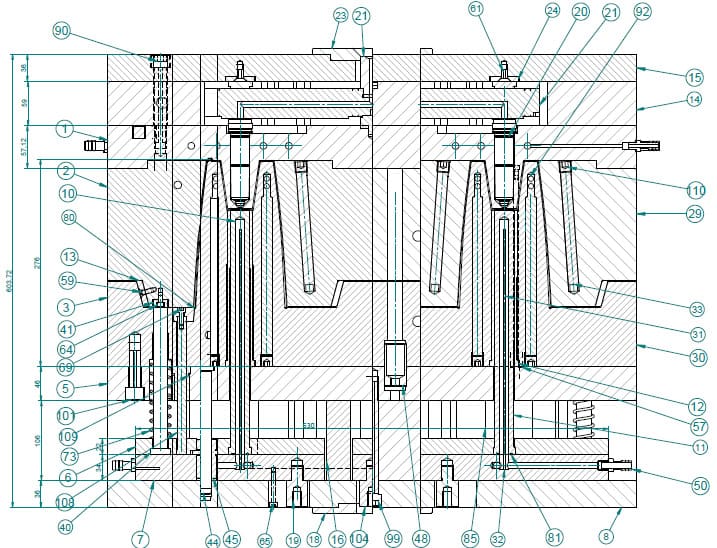
Forma została bardzo starannie zaprojektowana. Matryce i stemple wykonane są ze stali NIMAX, która ma przewodność 26 W/mK, typową dla tego typu stali i tego typu zastosowań. Kanały chłodzące otaczają wypraskę prawie konformalnie. Tylko jeden obszar nie jest dostatecznie chłodzony – jest to wnęka w dnie wypraski, w którą wstawiono grzaną dyszę. Tu brak jest kanałów, bowiem nie ma jak wprowadzić chłodzenia przez wiercenie otworów. Dysze GK o mniejszej średnicy zewnętrznej też nie sprostałyby zadaniu. Co więc zrobić w sytuacji, gdy mamy świadomość, że forma mogłaby pracować w cyklu dwa razy krótszym?
Zaproponowano aby odebrać ciepło z wnęki, korzystając z materiału o wysokiej przewodności. Korzystając z programu symulacyjnego sprawdźmy efekt zastosowania stopu i stali wysokoprzewodzących. Najpierw zobaczymy jaka jest sytuacja w istniejącej formie zbudowanej ze stali NIMAX.
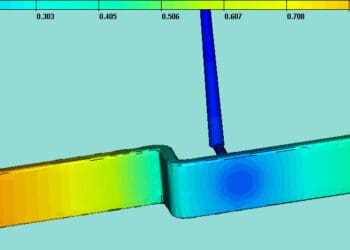
Efektem braku chłodzenia we wnęce jest wzrost temperatury tej części formy do 90 °C (Rys. 3).

Nic więc dziwnego, że czas chłodzenia wnęki jest wyższy niż 35 s (Rys. 4), co z kolei prowadzi do czasu cyklu rzędu 40 s.

Pierwsza propozycja to wstawka ze stali HTCS formująca wnękę, w której jest umieszczona dysza GK. Do analiz została wytypowana stal HTCS-230 o współczynniku przewodzenia 60 W/mK.
Program wyliczył, że zastosowanie stali HTCS obniży temperaturę wstawki, która wynosi teraz max 65,9 °C (Rys. 5).

Dzięki obniżeniu temperatury maksymalny czas chłodzenia wynosi teraz 14,4 s (Rys. 6), a czas cyklu skraca się do 22 s. Drugą propozycją była wstawka z brązu Hovadur K-350, który ma twardość rzędu 320-370 HB, a przewodność 130 W/mK.

Według wyliczeń, zastosowanie brązu obniży temperaturę wstawki do maksymalnie 63,5 °C (Rys. 7).

Dzięki obniżeniu temperatury, maksymalny czas chłodzenia wynosi teraz 12,9 s (Rys. 8), a czas cyklu skraca się do 20 s. Można powiedzieć, że zastosowanie na wkładkę stali typu HCTS lub brązu, dla tego przypadku dwukrotnie podnosi produktywność.

Drugi ciekawy przypadek to wypraska grubościenna z głębokimi otworami o małej średnicy. Wypraski grubościenne o tak dużych przekrojach występują stosunkowo rzadko.
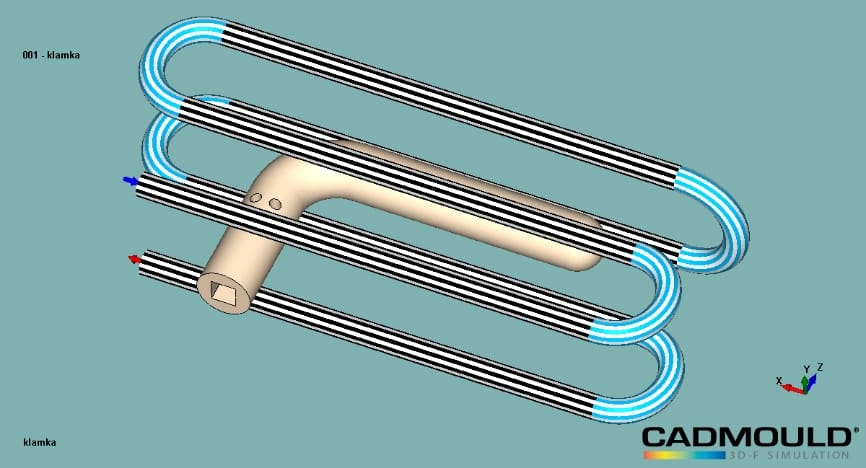
Wypraska to klamka w postaci zagiętego walca o średnicy 22 mm, zaopatrzona w dwa otwory ɸ4 mm wychodzące od powierzchni walcowej (Rys. 9). Wypraska produkowana jest z PP w formie 4-krotnej. Płyty formujące zostały wykonane ze stali 1.2311 o przewodności 37 W/mK, a rdzenie formujące otwory ɸ4, z wypychaczy ze stali 1.2344 (przewodność 21 W/mK). Do granulatu oprócz barwnika dodawany jest w niewielkiej ilości spieniacz, aby nie dopuścić do powstawania zapadnięć.
Przy zejściu z czasem cyklu do ok. 60 s, po krótkim czasie od wyrzucenia wypraski z formy, z otworów zaczyna wypływać stopione tworzywo. Dla wyprasek grubościennych dopuszcza się sytuację, gdzie w chwili opuszczenia formy, rdzeń w wyprasce jest jeszcze płynny. Przy dłuższych cyklach ten problem nie występuje, ale wtryskowni zależy na możliwie krótkim czasie cyklu. Spróbujemy wyjaśnić ten fenomen i znaleźć sposób na usunięcie problemu, analizując proces w programie symulacyjnym.
Temperatura stalowego rdzenia formującego otwór, po wyrzuceniu wypraski wynosi 110 °C (Rys. 10), a płyt formujących ~20 °C. Po wyrzuceniu wypraski z formy ściany otworu ɸ4 mają temperaturę, przy której tworzywo już nie płynie. Ale rdzeń jest jeszcze płynny.

Po 30 s od wyrzucenia wypraski, ciepło które płynie od rdzenia (który jest jeszcze w stanie płynnym) topi ściankę otworu. Pod wpływem niewielkiego ciśnienia, jakie daje spieniacz, płynne tworzywo jest wypychane na zewnątrz. Mamy więc dwie możliwości: albo przedłużymy czas chłodzenia, co wydłuży czas cyklu (czego nie chcemy), albo schłodzimy otoczenie otworu do tak niskiej temperatury, że ścianki nie ulegną stopieniu.

Spróbujemy rdzenie formujące otwory wykonać z brązu Hovadur K-350 oraz dodać dodatkowy kanał chłodzenia odbierający ciepło od rdzeni.
Na niebiesko zaznaczyliśmy rdzenie formujące otwory ɸ4 oraz dodatkowy kanał który odbiera ciepło od rdzeni (Rys. 12).

Na rysunku 13 widzimy, że zastosowanie rdzeni z brązu, przy tym samym czasie cyklu, obniżyło ich temperaturę do 38 °C. A jak to wpłynie na temperaturę wypraski w otoczeniu otworów?

Jak widać z rysunku 14, po 30 s od wyrzucenia wypraski zarówno ściany, jak i rdzeń są całkowicie zakrzepnięte. Nie grozi nam wypłynięcie tworzywa z otworu, a więc forma może pracować w cyklu 60 s.

Podsumowując oba przypadki dochodzimy do następujących wniosków:
- stosowanie stali i stopów wysokoprzewodzących zdecydowanie skraca czas cyklu prowadząc do lepszej produktywności;
- mimo że w/w stale i stopy potrafią być 2-4 razy droższe od tradycyjnych stali narzędziowych, to ten sposób skracania cyklu jest zdecydowanie tańszy niż wykonywaniu matryc z chłodzeniem konformalnym metodami przyrostowymi.
Jerzy Dziewulski
Literatura:
G. Menges, W. Michaeli, P. Mohren: How to make injection mold, Hanser Verlag, 1993
J. Dziewulski: Wykorzystanie stopów i stali wysokoprzewodzących do skracania cyklu wtrysku, PlastNews, 12/2016
ATI 1104 – Bayer: Optimierte Werkzeugtemperierung, 1997
artykuł pochodzi z wydania 1/2 (136/137) styczeń/luty 2019