Tytan i jego stopy to materiały szeroko stosowane. Ponieważ przy niewielkim ciężarze właściwym mają wysoką wytrzymałość na wysokie temperatury i wytrzymałość właściwą, są wykorzystywane w takich konstrukcjach, jak: samoloty, rakiety kosmiczne, silniki odrzutowe czy łodzie podwodne i części armatury statków. Ich odporność na korozję jest też bardzo dobra, toteż coraz częściej są stosowane w przemyśle chemicznym, na części aparatury, zbiorniki kwasu, jak też przy produkcji narzędzi chirurgicznych. Jednak tytan jest przy tym dosyć dobrze reaktywny chemicznie z gazami atmosferycznymi już powyżej 120 °C, na co w czasie spawania trzeba zwracać szczególną uwagę. Obecnie poza spawaniem w osłonie z gazów szlachetnych spawa się go również za pomocą wiązki elektronów. W powszechnej opinii spawalność stopów tytanu jest lepsza niż spawalność czystego tytanu.
Siedem zasad spawania tytanu
Tytan jest bardzo wrażliwy na utlenianie i pękanie. Do ręcznego spawania stopów tytanu nadaje się tylko metoda TIG. I dlatego do tradycyjnego uchwytu TIG z ceramiczną dyszą do osłony jeziorka spawalniczego dołączona jest dodatkowa płaska dysza z otworkowym rozdzielaczem argonu, który osłania wykonaną gorącą spoinę przed utlenianiem (Rys. 5). Skomplikowane konstrukcje wykonuje się w namiocie wypełnionym argonem, do którego spawacz wkłada ręce.
Podczas spawania tytanu, w celu uzyskania dobrej jakości spoin należy:
- dokładnie oczyścić i zaformować warstwę przetopową,
- spoiny sczepne na rurach powyżej 3 mm grubości ścianki wykonywać na „brokach” z materiału rodzimego (odpadu),
- spoiwo dokładać na jednej krawędzi,
- spawając starać się wykonywać jak najmniejsze ruchy,
- starać się spawać po drucie,
- pilnować ustalonej energii liniowej,
- uważać, aby w spawarce ustawić wygaszanie na minimum 10 sekund.
Czysty tytan
Powszechnie stosowany czysty tytan (99,7-99,9%) nazywany jest tytanem do użytku przemysłowego (tytanem technicznym). Struktura krystaliczna tytanu w niskiej temperaturze przedstawia sieć heksagonalną ściśle upakowaną (faza α). W temperaturze 882 °C następuje przemiana alotropowa w fazę przestrzennie centrowaną (β). Temperatura topnienia, w porównaniu ze stalą, jest stosunkowo wysoka. Gęstość wynosi 4505 kg/m3 tj. ok. 60% gęstości stali, zatem stosunek wytrzymałości do gęstości jest wysoki. Ponadto współczynnik rozszerzalności cieplnej, w porównaniu ze stalą, jest mniej więcej taki sam, podobnie jak współczynnik jego przewodności cieplnej, w porównaniu ze stalą austenityczną nierdzewną. Wytrzymałość na rozciąganie w temperaturze pokojowej tytanu technicznego wynosi do ok. 680 MPa (po odkształceniu), ale produkowane są różnego rodzaju stopy tytanu, które przekraczają 1000 MPa (jest wiele stopów, które wykazują bardzo dobrą udarność niskotemperaturową czy odporność na pełzanie).
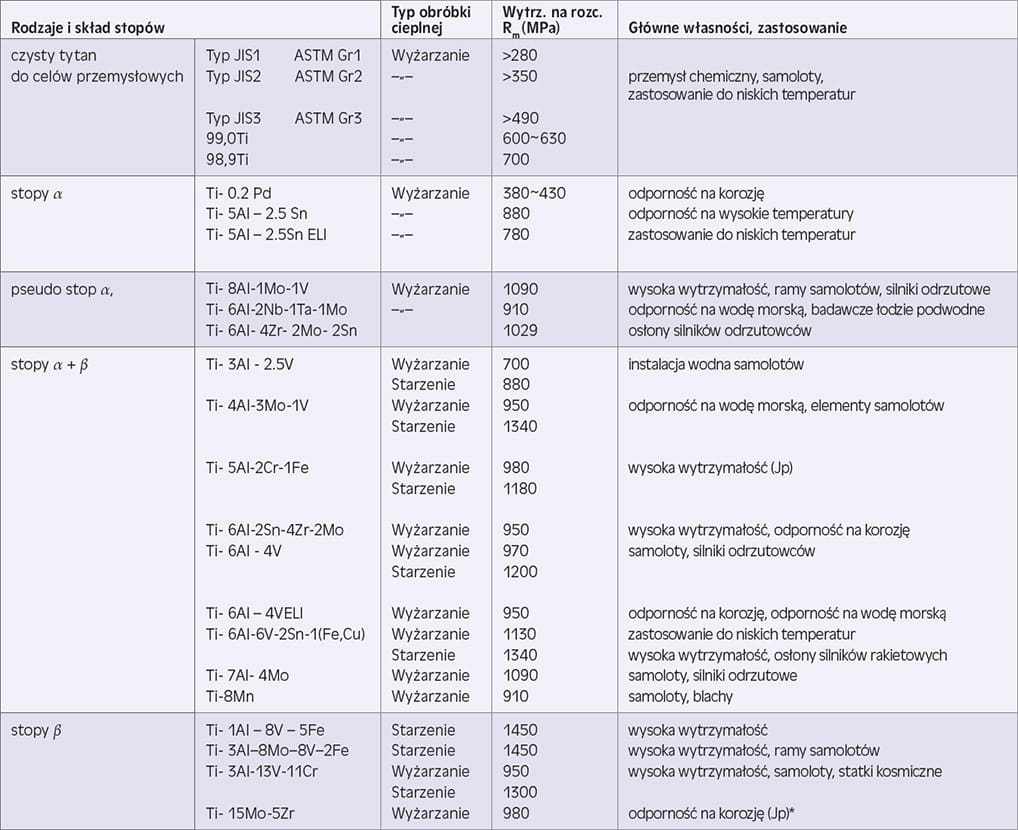
*Jp – stop opracowany w Japonii

W tabelach 1 i 2 zebrano najważniejsze własności fizyczne tytanu i stopów tytanu oraz ich zastosowanie. W wysokiej temperaturze tlen, azot oraz wodór łatwo tworzą roztwór stały, tj. mają wysoką rozpuszczalność w stanie stałym. Największy wpływ na własności mechaniczne czystego tytanu mają żelazo, tlen oraz azot.
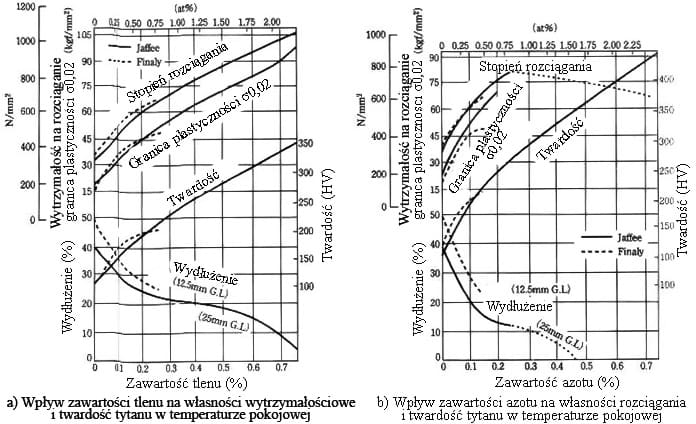
Rysunek 1 przedstawia wpływ gazowych składników stopów tytanu na rozciąganie.
Czysty tytan używany w przemyśle jest podzielony na rodzaje ze względu na wytrzymałość, co wynika z zawartości tlenu oraz żelaza. Czysty tytan ma również większą odporność na korozję niż stal nierdzewna, a także wykazuje dużą odporność korozyjną przy kontakcie z różnymi środkami chemicznymi (a zwłaszcza na korozję związaną z utlenianiem). Tytan ma odporność na morską wodę porównywalną z platyną i z tego powodu został m.in. wykorzystany jako środek zapobiegający korozji przy podporach mostu w Zatoce Tokijskiej.
Stopy tytanu
Stopy tytanu dzielimy na trzy rodzaje ze względu na strukturę w temperaturze pokojowej:
- typu α,
- typu α+β,
- typu β.
Stopy stabilizujące fazę α
Pierwiastkami stabilizującymi fazę alfa (α) są głównie: aluminium, cyna, tlen oraz azot. Podnoszą one temperaturę przemiany α←→β. Na rysunku 2 przedstawiono wykresy przemian fazowych dla stopów tytanu z tymi pierwiastkami.W zależności od zawartości dodatków stopowych temperatura przemiany β do α się zwiększa (Rys. 2). Nawet jeśli się gwałtownie schłodzi z fazy β, to nie można powstrzymać przemiany β→α i wtedy w temperaturze pokojowej stabilizuje się faza α. Stopy α charakteryzują się dobrymi własnościami odlewniczymi i odpornością na pełzanie.

Jako że zakres fazy α sięga wysokich temperatur, to efektem tego jest bardzo dobra spawalność stopu i jego odporność na wysokie temperatury. Typowym przykładem stopu tytanu α jest stop Ti-5Al-2,5Sn, który wykazuje w wysokich temperaturach bardzo dużą wytrzymałość oraz odporność na pełzanie.
Dodatkowo, wśród tych stopów można wyróżnić tzw. stopy „pseudo α”, zawierające niewielkie ilości fazy β (2-6%). Własności ich nie odbiegają jednak zasadniczo od własności stopów α, chociaż mają większą wytrzymałość i żarowytrzymałość, ze względu na bardziej niejednorodny roztwór α.
Stopy stabilizujące fazę β
Pierwiastkami stabilizującymi fazę beta (β) są głównie: wanad, molibden, żelazo, chrom i mangan. Ogólna ilość tych pierwiastków zawiera się powyżej 20%. Obniżają one temperaturę przemiany alotropowej α←→β (Rys. 3).

Typową przemianą stopów β jest przemiana eutektoidalna β→α+γ, jednak w przypadku dodatków Cr, Mn czy Fe przemiana zachodzi bardzo powoli i nie występuje w praktyce przemysłowej, ze względu na szybkie chłodzenie. Zatem faza β może być z łatwością stabilna aż do temperatury pokojowej (20 °C). Stopy β mają wysoką wytrzymałość i dobrą obrabialność mechaniczną, dlatego stają się obiektem coraz większego zainteresowania. Typowe przemiany fazowe stopów β przedstawiono na rysunku 3.
Stopy typu β z roztworu stałego ustabilizowanego β zawierają duże ilości pierwiastków i w temperaturze pokojowej wykazują fazę pojedynczą β. Jednakże w przypadku materiałów, które zawierają duże ilości pierwiastków stopowych, w rzeczywistości nie nadają się do użytku. Zazwyczaj stosuje się stopy β metastabilne, które uzyskują fazę β za pomocą szybkiego chłodzenia.
Metastabilne stopy β wydzielają fazę α i związki międzymetaliczne, dlatego ich podatność na starzenie jest bardzo wysoka. Dzięki odpowiedniej obróbce cieplnej można uzyskiwać materiały o wysokiej wytrzymałości, bliskiej 1000 MPa. Tak jak w przypadku stopów α+β w wyniku obróbki cieplnej następuje kruchość materiału, ale zazwyczaj obrabialność na zimno i spawalność jest dobra. Przykładem takiego stopu jest Ti-3Al-15V-11Cr. Ponadto tytan z takimi pierwiastkami jak Fe, Ni czy Cr tworzy bardzo kruche związki międzymetalicznie i spawanie z tymi substancjami jest praktycznie niemożliwe.
Stopy dwufazowe α+β
Stopy te stanowią najliczniejszą stosowaną grupę stopów konstrukcyjnych tytanu. Dwufazową strukturę uzyskuje się przez odpowiednią ilość pierwiastków stabilizujących fazę β (Mo, V, Ta, Nb, Fe, Mn, Co, Cu, Cr) oraz aluminium rozpuszczające się dobrze zarówno w Ti-α, jak i w Ti-β. Typowe przemiany fazowe stopów α+β przedstawiono na rysunku 4.

Stopy α+β mają podobne do stali właściwości dotyczące obróbki termicznej. Jeżeli przeprowadzimy hartowanie z obszaru β, to na skutek przemiany martenzytycznej następuje utwardzenie, a plastyczność spada. Przemiana zachodzi w zakresie temperatur, ale zakres ten obniża się wraz z większą zawartością składników stopowych.
Powstały martenzyt jest przesyconym roztworem stałym pierwiastków w Ti-α i oznacza się go α’ (budowa iglasta). Ma strukturę krystaliczną heksagonalną.Jeżeli odpuścimy pozostającą fazę β, to w wyniku wydzielania się α bądź związków międzymetalicznych (faza g) uzyskamy stopy wysokiej jakości, w wyniku następującego w nim utwardzenia wydzieleniowego. Jednakże w niektórych stopach może zachodzić w wyniku tego procesu faza przejściowa ω (zwłaszcza z Cr, Mn, Zr, Nb) i istnieje ryzyko, że wraz z bardzo dużym utwardzeniem pojawi się kruchość.
Typowym stopem α+β jest Ti-6Al-4V. Wykazuje on dobrą równowagę między obrabialnością cieplną, obrabialnością mechaniczną oraz spawalnością. W porównaniu ze stalą ma dwa razy wyższy współczynnik wytrzymałości (granica plastyczności/gęstość), a także bardzo dobrą odporność na korozję i jest wykorzystywany jako materiał do budowy elementów łodzi głębinowych, łodzi badawczych oraz samolotów.
Jeżeli chodzi o wykresy przemian fazowych to poza wymienionymi tutaj istnieje również typ ciągłego roztworu stałego α+β, ale ogranicza się on tylko do Zr i Hf, które mają dokładnie takie same własności dotyczące przemian jak tytan.
Stopy α+β mają tę zaletę, że za pomocą obróbki cieplnej i odpowiedniej ilości pierwiastków stopowych można uzyskać stop o potrzebnej wytrzymałości, ale zazwyczaj są bardziej niestabilne termicznie i mają gorszą spawalność. Typowym przykładem takiego stopu jest wspomniany Ti-6Al-4V.
Spawanie tytanu i jego stopów
W trakcie spawania tytanu należy odpowiednio osłonić jeziorko przed powietrzem, aby zapobiec dostawaniu się zanieczyszczeń z powietrza. W tym celu stosuje się przednią dyszę (osłona prowadząca) i tylną dyszę (osłona wspomagająca), które zapobiegają wtrąceniom z powietrza do stref podgrzanych do wysokiej temperatury. Rysunek 5 przedstawia schemat i przykład urządzenia z tylną dyszą. Spoinę należy odpowiednio osłaniać, dopóki nie schłodzi się jej do ok. 500 °C.

Poziom zanieczyszczenia powietrzem możemy wyznaczyć na podstawie koloru spoiny. Przy utrzymywaniu wysokiej temperatury podgrzewania kolory zmieniają się w czasie w następującej kolejności (od niskiej temperatury do wysokiej): srebrny, złoty, fioletowy, niebieski, jasnoniebieski, szary, biały, żółtobiały.
Jeżeli powierzchnia będzie miała kolor jasnoniebieski, szary lub biały, to metal spoiny również straci połysk i będzie to wskazywało na to, że w spoinie nastąpiło utwardzenie i wzrost kruchości. Według japońskiej normy dotyczącej kontroli technologii WES 8104 spoina do koloru niebieskiego jest dopuszczana.
Jeżeli osłona gazowa jest niedostateczna w przypadku spawania spoin sczepnych, to metal spoiny tych złączy ulega utwardzeniu i wzrostowi kruchości, dlatego nawet jeśli kolor powierzchni spoiny właściwej jest dobry, to może to spowodować problemy z samym złączem. Należy stosować odpowiednią osłonę już w trakcie spawania spoin sczepnych. Największym problemem przy spawaniu tytanu oraz stopów tytanu jest występowanie pęcherzyków oraz kruchości zanieczyszczeniowej wywołanej powietrzem.
Podczas spawania tytanu łatwo powstają małe pęcherzyki. Jeżeli wystąpią, to nawet po ponownym przetopieniu ich usunięcie jest trudne. Dlatego najważniejsze jest niedopuszczenie do ich powstania Przyczynami powstawania pęcherzyków są wtrącenia gazów nieoczyszczonych, zanieczyszczenia znajdujące się w materiale dodatkowym lub na powierzchni rowka i dlatego do zapobiegania pęcherzykom, należy odpowiednio dobrać parametry spawania oraz oczyścić powierzchnię spawania i materiały dodatkowe.

Jeśli chodzi o gazy osłonowe, to nie ma problemu z używaniem argonu klasy 4.5 (99,99%), ale przy spawaniu rur nie można dopuścić do zanieczyszczeń oraz wycieków wewnątrz rury. Tytan i stopy tytanu w wysokiej temperaturze bardzo łatwo i silnie reagują z pierwiastkami znajdującymi się w powietrzu, takimi jak tlen, azot i wodór. Jeżeli wystąpią wtrącenia tych pierwiastków, to spadnie udarność oraz plastyczność. W celu zapobiegania zanieczyszczeniom z powietrza części nagrzewane do wysokich temperatur oraz części roztopione należy osłaniać nieaktywnymi gazami. Trzeba jednak pamiętać, że w takim przypadku istnieje również niebezpieczeństwo zanieczyszczenia spoiny poprzez nieczystości znajdujące się w gazie lub wtrącenia powietrza. Rysunek 6 przedstawia zależność własności mechanicznych od twardości spoiny.
Jeżeli w spoinie z czystego tytanu wzrośnie zawartość azotu i tlenu, to wzrośnie również prawdopodobieństwo wystąpienia kruchości związanej z utwardzeniem. Materiały dodatkowe do tytanu omówione są w normie JIS Z 3331. Tytan najczęściej spawany jest metodą TIG, ale wykorzystuje się również spawanie wiązką elektronów w próżni.
Na rysunku 7 pokazano technologię spawania w namiocie wypełnionym argonem wymiennika ciepła z tytanu 51 acc. To ISO/TR 15608 ASTM B348 Gr. 2.
Spawanie przeprowadzono w szczelnej komorze wypełnionej argonem o czystości 5.0. Zmierzona zawartość tlenu w komorze – max 0,02%. Podczas spawania obserwowano powstawanie barw nalotowych. Dopuszczalna była barwa słomkowa.
Ryszard Jastrzębski
Instytut Łączenia Metali w Krakowie
dr inż. Krzysztof Emerla
Elektrokontel Kraków
Paweł Szpyt
FAMI Bychawa
Paweł Szczepański
Mostostal Zabrze Realizacje Przemysłowe oddział Czechowice
Mariusz Jaworski
Spaw Serwis Grabie k. Wieliczki
Janusz Zieliński
Protec Kraków
Autorzy dziękują Sławomirowi Kwiecieniowi z firmy Halmont i Krzysztofowi Jaskólskiemu z firmy Just-Mar za cenne uwagi.
Literatura:
[1] H. Suzuki, H. Tamura: Metalurgia spawania (Spawalnictwo – nauka o spawaniu), Wydawnictwo Sanpō 1978, Japonia
[2] Japan Welding Society: 溶接学会偏 溶接接合技術特論 新版 – metody spawania oraz urządzenia spawalnicze, japoński podręcznik międzynarodowego inżyniera spawalnictwa IIW, Wydawnictwo Sanpō, 2008, Japonia
[3] M. Tokarski: Metaloznawstwo metali i stopów nieżelaznych, Wyd. Śląsk 1985
[4] S. Prowans: Metaloznawstwo, PWN 1988PN-EN ISO 9606-5:2002 – Egzaminowanie spawaczy. Część 5: Tytan i stopy tytanu, cyrkon i stopy cyrkonu
artykuł pochodzi z wydania 7/8 (106/107) lipiec-sierpień 2016