Rozwój mechanizacji i automatyzacji w produkcji wielkoseryjnej skomplikowanych wyrobów doprowadził do znacznego skrócenia taktów produkcji, poniżej jednej minuty, a niekiedy nawet do kilkunastu sekund. Jednocześnie rozwinęły się nowatorskie systemy zarządzania produkcją i jakością. Wymagają one podawania informacji kontrolnych i pomiarowych w czasie taktu, w czasie rzeczywistym, teraźniejszym. Dzisiaj bada się wiele pomiarów jednocześnie, tendencję i to często na każdym stanowisku, a więc kontrola jakości ma już jakby inne zadanie.
Do pomiarów skomplikowanych i przestrzennych wyrobów opracowano kilka metod i odpowiednich przyrządów pomiarowych. Duże automatyczne maszyny pomiarowe mierzą np. nadwozie samochodu z dużą dokładnością, nawet +/- 0,01 mm. Potrzebują one na każdy pojedynczy pomiar co najmniej kilku sekund; dla przykładu przyjmijmy: 6. W kompletnym nadwoziu samochodu opuszczającym spawalnię takich punktów pomiarowych jest około 200, czyli potrzeba minimum 20 minut na zmierzenie nadwozia (na ogół jednak potrzeba znacznie więcej czasu). Do tego trzeba wyjąć nadwozie z linii produkcyjnej i przetransportować na stanowisko pomiarowe, zamontować na płycie, wyzerować układ itp., co zajmuje dalsze minuty. Maszyny pomiarowe, najczęściej kilka w wydziale spawalni, potrzebują specjalnego pomieszczenia odpowiednio oświetlonego, szczelnego i klimatyzowanego, a także często oddzielonego od hali produkcyjnej ze względu na drgania i hałas. Najczęściej te pomiary wykonuje się jako kontrolę wyrywkową.
W produkcji samochodów wykonuje się jeszcze inne pomiary, niszczące i nie niszczące, np. zrywanie zgrzein, w celu sprawdzenia ich wytrzymałości (i to mimo bezpośredniej kontroli założonych parametrów zgrzewania), kontrolę jakości wytłoczek, spasowania nadwozia i wiele innych.
Kilkanaście lat temu pojawiły się nowe bezdotykowe metody pomiarowe, oparte o systemy optycznego skanowania 3D, które skróciły czas pomiaru o połowę, w stosunku do wcześniej wykorzystywanych maszyn pomiarowych. Zapewniają one wysoką dokładność pomiaru, nawet do 0,005 mm. Technologia laserowa pomiaru używana w skanerach 3D polega na analizie załamania promieni lasera na powierzchni badanego obiektu.
W pomiarach i ocenie danych coraz częściej stosuje się również tomografię komputerową (CT). Metoda ta pozwala na całkowite zobrazowanie wyrobu bez jego niszczenia – zarówno konturów zewnętrznych, jak i wewnętrznych – i dzięki temu można przeprowadzić kontrolę geometrii oraz analizę kształtu wyrobu.
W produkcji wielkoseryjnej dużych i skomplikowanych wyrobów (np. samochodów) dążono do skonstruowania narzędzia pomiarowego typu „sprawdzian przechodni i nieprzechodni”, który w kilka sekund poda informację: „dobry – niedobry”, analizując wiele wymiarów i zależności jednocześnie, bez wyjmowania zespołu mierzonego z linii produkcyjnej. Problem polegał na tym, że mierzone detale w produkcji samochodów są znacznych rozmiarów i mają wiele punktów newralgicznych dla dokładności, które podlegają kontroli (np. ściana boczna samochodu może mieć tych punktów około 100).
Wśród nowych metod takiego pomiaru wyróżnia się urządzenie nazwane perceptronem. Nazwą „perceptron” określa się też proste, samouczace się sieci neuronowe; jest to również nazwa firmy, która zajmuje się budową komponentów takich urządzeń.
Sieci neuronowe, machine learning, deep learning, uczenie się maszyn, to hasła związane z tzw. sztuczną inteligencją – bardzo obszerną dziedziną nauki i techniki, łączącą wiele różnych dyscyplin, o coraz to nowych zastosowaniach praktycznych – choć nie zawsze kojarzących się wprost z sieciami neuronowymi.
Historia sieci neuronowych związana jest właśnie z perceptronem, wynalazkiem z lat pięćdziesiątych ubiegłego wieku. Było to urządzenie stworzone przez amerykańskiego psychologa Franka Rosenblatta. Wg tego wynalazku perceptron to algorytm klasyfikujący, który nauczony wcześniej jakiegoś pojęcia, jakiejś klasy, odpowiada później czy wejściowy zestaw danych do niej należy czy nie. Ten pierwszy perceptron, zbierał dane z 400-pikselowego sensora optycznego i stwierdzał, czy widoczna figura geometryczna odpowiada wyuczonemu wzorcowi. Perceptron jest jednym z kilku rodzajów stworzonego sztucznego neuronu, urządzenia o wielu wejściach i jednym wyjściu, które daje tylko jedną odpowiedź „tak-nie”. Algorytm uczący się daje użyteczny wynik bez konieczności dosłownego programowania każdego kroku. Inaczej mówiąc, nie zostaje na początku zaprogramowany przez programistę do konkretnego zadania, a reguły postępowania wytwarzają się w toku uczenia algorytmu.
Maszyny obliczeniowe rozwiązują problemy w inny sposób. Tworzy się program, a maszyna obliczeniowa działa wg tego programu i nie popełnia błędów, nie męczy się i jest szybsza niż człowiek. Zaprojektowany program może jednak poradzić sobie wyłącznie z zadaniami, których metoda rozwiązania jest już znana.
Są jednak problemy, których nie umiemy rozwiązać i nie znamy metod ich rozwiązania. Bywa też, że mamy mnóstwo danych potrzebnych do rozwiązania problemu, ale nie umiemy opisać reguł postępowania, które pozwoliłyby znaleźć wynik (np. przy rozpoznawaniu obrazów). W takich sytuacjach można wykorzystać sieć neuronową, czyli uczący się algorytm, który metodą prób i błędów dojdzie do sytuacji pozwalającej znaleźć właściwą odpowiedź.
Pierwsze perceptrony były z dzisiejszej perspektywy dosyć prymitywne i w zasadzie miały problem w rozpoznaniu obrazów poza prostymi figurami, np. trójkąta od kwadratu. Nie potrafiono wtedy rozwinąć tej techniki. Przełomem było, po wielu latach przerwy, zastosowanie kilku warstw sztucznych neuronów (zamiast jak dotąd jednej warstwy), które przekazują sobie pomiędzy warstwami cząstkowe wyniki przed otrzymaniem końcowej odpowiedzi. Następnym krokiem naprzód był rozwój komputerów, których moc obliczeniowa znacznie wzrosła, tak że można było łatwo zasymulować wiele sztucznych neuronów. Obecnie trzecim już czynnikiem przyspieszającym rozwój sieci neuronowych jest rosnące zapotrzebowanie na analizę ogromnej liczby danych. Wśród najbardziej znanych zastosowań sieci neuronowych jest właśnie szybka i dokładna analiza obrazów, pozwalająca na np. budowanie samochodów z autonomicznym sterowaniem czy też rozpoznawanie twarzy.
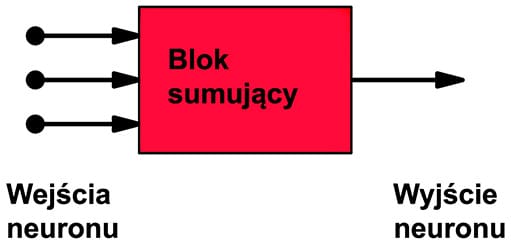
Perceptron – ten pierwszy (Rys. 1) – jest najprostszą siecią neuronową, opartą o jeden sztuczny neuron, który jest zbudowany i działa na wzór neuronu biologicznego. Jest tylko znacznie prostszy. Składa się z wejść (kilku), bloku sumującego i jednego wyjścia. Wejścia neuronu pełnią taką samą funkcję jak dendryty – czyli przesyłają sygnał. Blok sumujący, odpowiednik jądra komórkowego w neuronie biologicznym, przechowuje tzw. wagi. Wyjście neuronu to odpowiednik synapsy. W sztucznym neuronie jest zawsze tylko jedno wyjście. Sztuczny neuron ma mniejsze możliwości niż biologiczny. Jednak podobnie jak w przypadku neuronu biologicznego wraz z innymi sztucznymi neuronami tworzy sieć neuronową – potężne narzędzie do nauki dla sztucznej inteligencji. Ma kilka wejść, do których przypisane są wagi, określające, jak duży wpływ ma wielkość z danego wejścia na wynik. Zbiór danych ze wszystkich wejść jest podstawiany do wzoru określonego przez programistę – w pierwszym perceptronie było to dodawanie. Jeśli suma wszystkich wejść z uwzględnieniem wag przekroczy określony próg, perceptron da odpowiedź pozytywną – logiczne 1, a jeśli nie, negatywną – logiczne 0. Obecnie stosuje się już inny rodzaj sztucznych neuronów, które dają odpowiedź w formie liczby rzeczywistej.
Sieć neuronowa uczy się na przykładach, tzn. że trzeba jej przedstawić jakąś liczbę już rozwiązanych przykładów. Uczenie sieci można zacząć od przypisania równych lub losowych wag każdemu wejściu. Następnie sprawdza się, czy odpowiedź sieci jest zgodna z pożądanym wynikiem i tak zmienia się wagi, żeby wynik zbliżał się do pożądanej odpowiedzi. W pierwszym perceptronie do regulacji wag służyły potencjometry, początkowo regulowane ręcznie. Perceptron jest trudny w uczeniu, bo zmiany wielkości wejściowych lub wag mają skutek albo całkowity, albo zerowy i nie można obserwować, jak drobne zmiany przybliżają odpowiedź sieci do pożądanego wyniku.
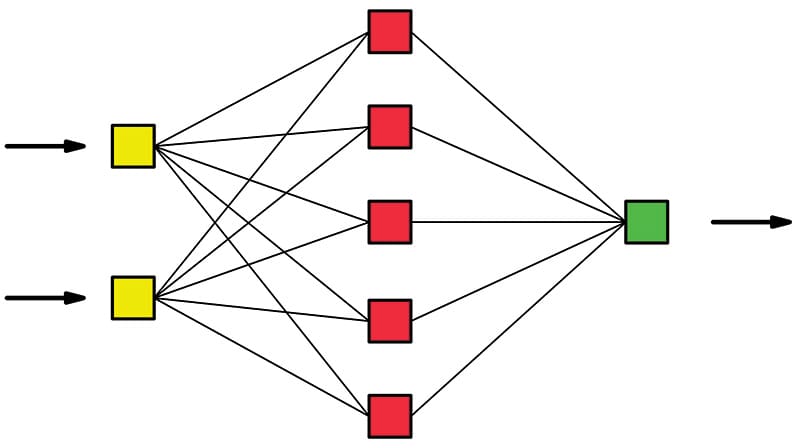
Na rysunku 2 – schemacie złożonego perceptronu, żółte neurony stanowią warstwę wejściową, czerwone warstwę ukrytą, a zielone – warstwę wyjściową. Warstw ukrytych może być wiele. Najczęściej, im sieć ma więcej warstw ukrytych, tym głębsze zależności może znaleźć w danych wejściowych, choć nie zawsze jest to zasadą. W bardziej złożonych sieciach dane wychodzące z którejś z ukrytych warstw są przekazywane do jednej z poprzednich warstw. Sprzężenie zwrotne powoduje, że sieć po jakimś czasie osiąga stan równowagi i podejmuje decyzję o konkretnej odpowiedzi.
Strefą uczenia się i pamięci sieci jest zestaw wag, czyli parametrów określających stopień wpływu poszczególnych wejść na wynik danego neuronu. Sieci przeważnie mają dwa tryby pracy: tryb uczenia i tryb działania. W tym drugim nie zmieniają już wag połączeń między neuronami. Sieć daje odpowiedzi, ale nie uczy się już na każdym kolejnym przedstawionym przykładzie. Przy rozpoznawaniu przedmiotów na obrazach sieci neuronowe uczy się tak, żeby wcześniej wykrywać obszary np. o dużym kontraście, a następnie – różne figury geometryczne sprowadzone często do bardzo małych elementów.
Sieci mogą być uczone pod nadzorem lub bez nadzoru. Te drugie nie dążą do zadanego wyniku; mają potencjał wykrywania prawidłowości i zależności, o których wcześniej nie było wiadomo. Powoduje to, że są użyteczne do analizy zjawisk, których model jest niedokładny albo niekompletny, a to dotyczy prawie wszystkich zjawisk społecznych albo finansowych. Sieci neuronowe mogą mieć różną organizację, różne metody działania i różne metody uczenia.
Największe zainteresowanie inżynierów, naukowców i statystyków budzą sieci neuronowe wielowarstwowe, występujące pod hasłami deep learning, machine learning, convolutional networks, które wykorzystują różne kombinacje topologii i łączą segmenty uczone pod nadzorem z uczonymi bez nadzoru. Występują sieci tzw. proste i głębokie. Proste sieci są wykorzystywane od dziesiątków lat do rozwiązywania problemów tam, gdzie nie są potrzebne gigantyczne zbiory danych ani wysokie poziomy abstrakcji. Głębokie sieci stosuje się do rozpoznawania obrazów. Możliwość odróżniania przedstawionych osób i przedmiotów niezależnie od pozycji kamery i warunków oświetleniowych jest ich wielką zaletą. Rozpoznawanie elementów otoczenia i ruchomych obiektów jest kluczową zaletą tych sieci, które w większości przypadków są już dokładniejsze od człowieka, o ile „widziały” coś podobnego wcześniej.
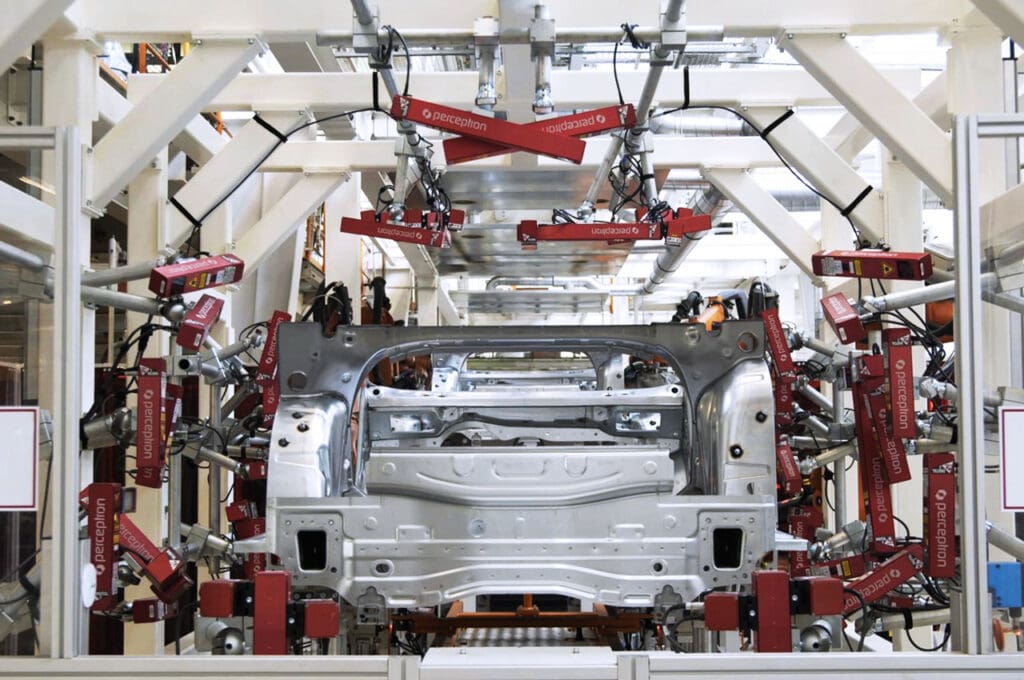
Zdolność sieci neuronowych do rozpoznawania obrazów i szybkiej ich analizy, z porównaniem do wzorca, znajdują wykorzystanie w kontroli jakości i kontroli przebiegu produkcji. Umożliwiają zbudowanie stanowiska pomiarowego w linii i dokonywanie pomiaru bezdotykowego w czasie taktu linii, a także – dzięki dużej mocy obliczeniowej komputera – generowanie wielu niezwykle użytecznych raportów. Oferowane elementy systemu kontrolnego przez producenta takich systemów, w oparciu o sieci neuronowe umożliwiają budowę oprzyrządowania do bezkontaktowej kontroli jakości w czasie rzeczywistym. Mogą one mieć nawet 128 czujników, czytających dane z badanej powierzchni oświetlonej światłem lasera.
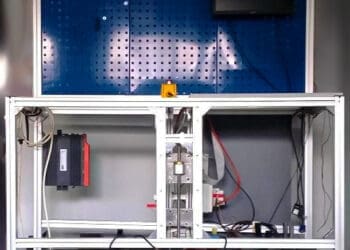
Stanowisko takie – nazwane perceptronem – zostało zbudowane i zainstalowane na końcu linii produkcyjnej prawej ściany bocznej nadwozia i drugie – dla ściany bocznej lewej. Zamontowano je też na końcu linii produkcyjnej podłogi i kompletnego nadwozia. Konstrukcja przyrządu pomiarowego składa się z ramy wykonanej z kształtowników i rur aluminiowych, które wraz z odpowiednimi łącznikami i uchwytami dla mocowania czujników umożliwiają zbudowanie nawet skomplikowanej przestrzennej struktury do wykonania jednocześnie pomiaru 128 punktów (tylu, ile jest czujników) w osiach XYZ, z bardzo dużą dokładnością.
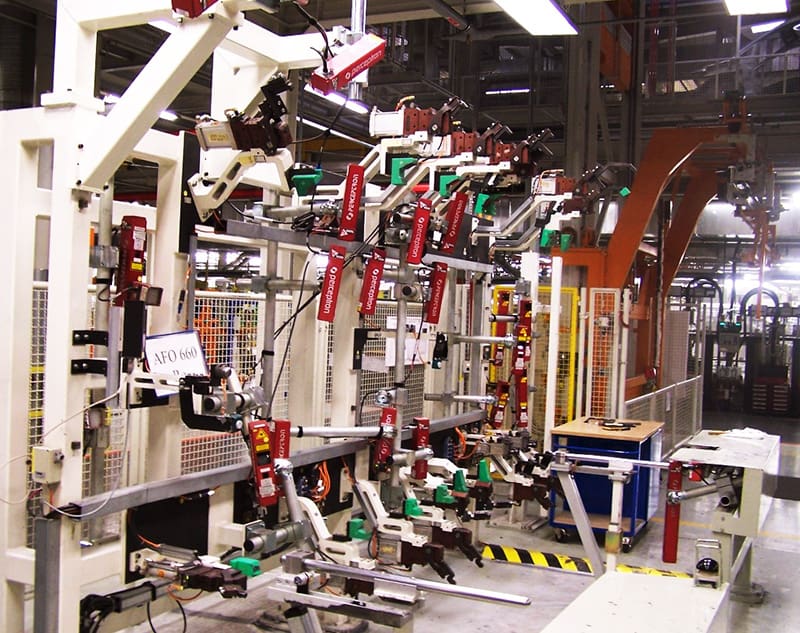
W opisywanym tu stanowisku była to ściana boczna samochodu. Przyrząd wyposażono też w bazy i uchwyty elektropneumatyczne do zamocowania ściany w trakcie pomiaru. Wyposażeniem stanowiska jest szafa sterownicza z komputerem przemysłowym o dużej mocy obliczeniowej i odpowiednim oprogramowaniem, oraz repeatory. Możliwe jest też przyłączenie innych urządzeń, takich jak sterowniki programowalne, roboty, czy innych systemów obliczeniowych i komputerowych, sieci produkcyjnych jak np. interbus czy profibus. Obrazy mierzonych punktów zebrane w procesie triangulacji laserowej przez czujniki optyczne, zostają przetworzone za pomocą odpowiednich algorytmów na współrzędne i porównane do współrzędnych wzorca.
Triangulacja wywodzi się z geodezji i geometrii, i oznacza podział figury geometrycznej na sympleksy tj. trójkąty lub czworościany w taki sposób, że część wspólna dowolnych dwu różnych sympleksów jest ich wspólną ścianą, wspólnym wierzchołkiem, wspólnym bokiem lub wspólnym trójkątem albo zbiorem pustym.
Na prostej sympleksem jest odcinek, na płaszczyźnie trójkąt, a w przestrzeni czworościan. Wykorzystuje się tu naturalną zasadę że:
- dwa różne punkty wyznaczają sympleks jednowymiarowy,
- trzy punkty niewspółliniowe wyznaczają sympleks dwuwymiarowy – trójkąt,
- cztery punkty niewspółpłaszczyznowe generują sympleks trójwymiarowy – czworościan.
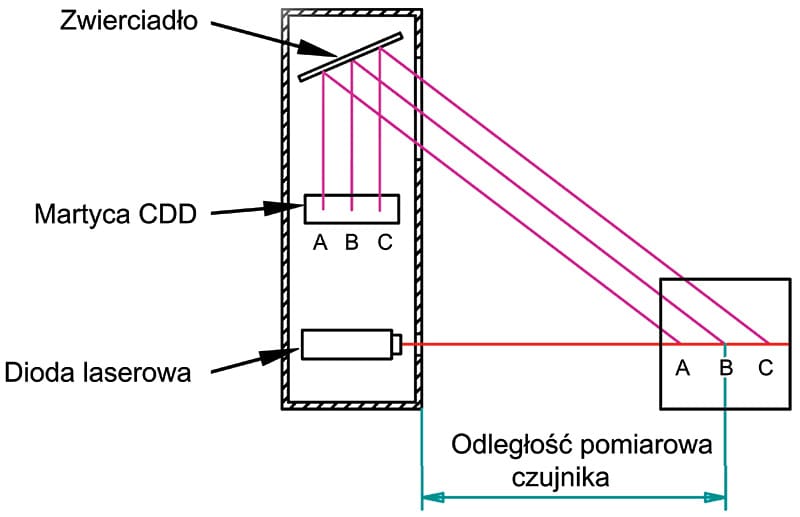
Każdy wielokąt (wielościan) może mieć dowolnie wiele różnych triangulacji i każdy można poddać triangulacji. Jednak nie każdy podział wielokąta na trójkąty jest triangulacją. Jedna z najprostszych metod triangulacji z wykorzystaniem sympleksu jednowymiarowego pozwala dokładnie wyznaczyć położenie trzeciego punktu, gdy znane jest położenie dwóch stałych punktów o znanej odległości wzajemnej. Triangulację (tę prostą i bardziej skomplikowaną) wykorzystano do pomiarów złożonych powierzchni elementów blaszanych nadwozi samochodowych wyznaczonych krzywokreślnymi, w stanowisku pomiarowym – perceptronie. Tu używa się jednak trochę innych narzędzi pomiarowych niż w geodezji. Czujniki używane w perceptronie są różnej budowy, w zależności od mierzonego kształtu. Inne do krawędzi, inne do załamań, czy kołków, a jeszcze inne do otworów, gdyż tu jest trochę inna zasada pomiaru. Jednak wszystkie składają się z diody laserowej emitującej wiązkę światła, obiektywu z matrycą CCD zbierającą dane i zwierciadła ustawionego pod kątem triangulacyjnym ~18° w stosunku do wiązki światła. Triangulacja ta wymaga dużych mocy obliczeniowych w celu analizowania mnóstwa tworzonych figur geometrycznych podczas pomiaru i szukania przez sieć neuronową optymalnych odpowiedzi dla stworzenia wiarygodnych wyników ujmowanych w raportach.
Precyzyjne i dostępne na bieżąco zmierzone dane wszystkich ważnych punktów nadwozia: ściany bocznej czy podłogi lub kompletnego nadwozia, pozwalają na szybką i ukierunkowaną reakcję na zmiany w procesie produkcji, wyrażające się odchyłkami i rozrzutem wymiarów. Umożliwiają też wydruk dokumentów (raportów) dla każdego kolejnego produkowanego i sprawdzanego w linii produkcyjnej zespołu.
Równoległe przetwarzanie danych umożliwia dużą prędkość pomiaru, co szczególnie nadaje się do zabudowy tych stanowisk w liniach o krótkim takcie pracy, gdzie zabazowanie i zamontowanie elementu nadwozia w przyrządzie pomiarowym oraz pomiar i odmocowanie ściany mieszczą się w takcie linii.
Wyniki pomiarów przedstawiane są w postaci raportów analiz, których formaty udostępnione są na trzech różnych poziomach hierarchii:
- poziom modelu,
- poziom widoku,
- poziom punktu pomiarowego.
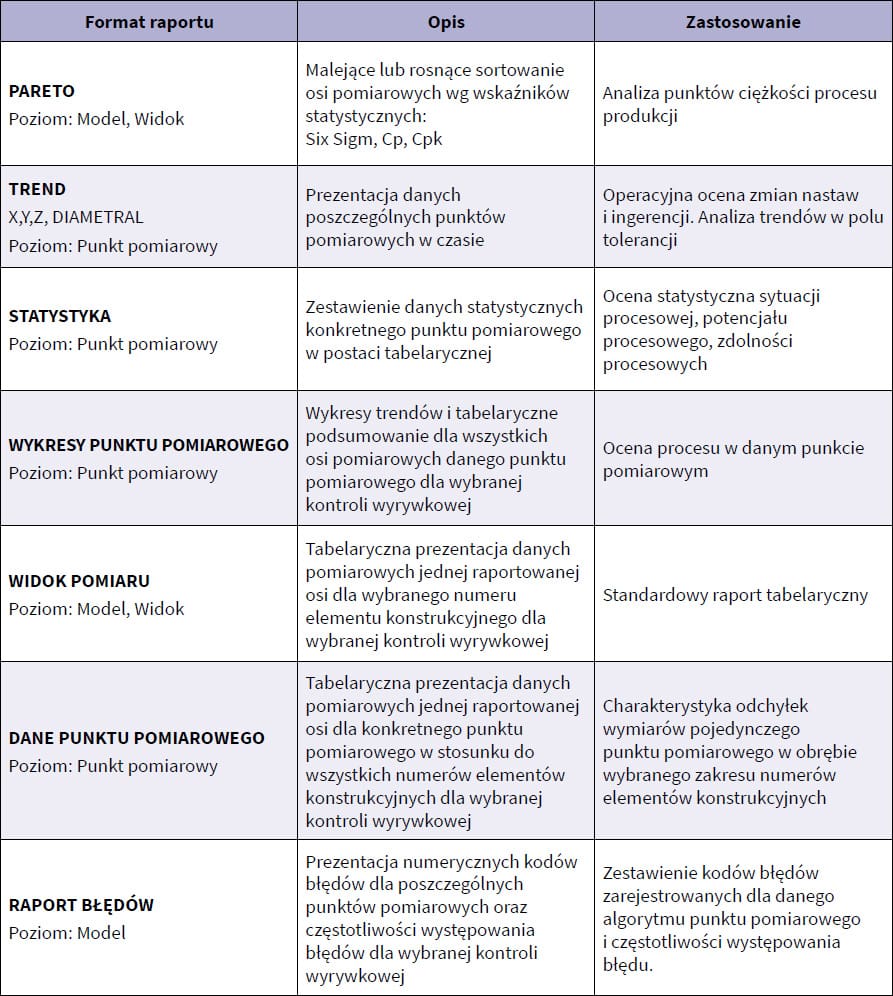
Przykładowe formaty raportów w pakiecie podstawowym przedstawiono w tabeli. Możliwe są jeszcze inne formaty raportów w pakiecie rozszerzonej analizy, w zależności od celu analizy i skomplikowania sterowania przebiegiem produkcji. Rozszerzona analiza obejmuje dodatkowo podobną liczbę raportów, jak przedstawiona w tabeli analiza podstawowa, lecz mającą bezpośrednie przełożenia na system Six Sigma (jedna z metod jakościowego sterowania produkcją TQM). Niektóre jakościowe wskaźniki związane ze sterowaniem przebiegiem produkcji Six Sigma omawialiśmy w kwietniowym wydaniu naszego czasopisma.
Niekorzystny trend lub przekroczenie ustalonych odchyłek powoduje wyrywkowe przeprowadzenie dokładnych pomiarów zespołu nadwozia w maszynie pomiarowej, w celu wykrycia ich przyczyny. Również model wzorcowy, służący do zaprogramowania perceptronu, czyli jakby przeciwsprawdzian, mierzony jest w dokładnej automatycznej maszynie pomiarowej i dane te służą do stworzenia idealnego modelu (wzorca) i są wprowadzone do komputera perceptronu. Jest to, łącznie z okresową kalibracją, jedna z metod uczenia się sieci neuronowych.
Przedstawione w tabeli przykładowe formaty raportów pokazują możliwości pomiarów, przetwarzania danych i analiz przeprowadzanych z wykorzystaniem sieci neuronowych. Działania te odbywają się w niezwykle krótkim czasie taktu, np. 30 sekund. Żadna inna metoda pomiaru nie zapewnia obecnie takich możliwości.
Omówione tu zastosowanie sieci neuronowych w technice pomiarowej w produkcji wielkoseryjnej, a konkretnie w sterowaniu przebiegiem produkcji, pokazuje niewyobrażalne wcześniej możliwości. Być może już niedługo produkcja będzie się odbywać pod nadzorem sieci neuronowych i sieci te będą decydowały nie tylko o jakości produkcji, ale też o rodzaju i wyborze wyrobu, w zależności od konkretnych zamówień klienta. Osiągnięty stopień automatyzacji oraz jakość urządzeń mechanicznych już obecnie umożliwiają częściowo takie działania. Jest to przykład pozytywnego zastosowania sieci neuronowych.
Aleksander Łukomski
zdjęcia i rysunki: TASKOPROJEKT SA
artykuł pochodzi z wydania 5/6 (164/165) Maj/Czerwiec 2021