Obróbka plastyczna może być prowadzona ręcznie lub mechanicznie (na różnego rodzaju młotach). Jej celem jest nadanie elementowi zaplanowanego wcześniej kształtu, najczęściej w wyniku odkształcenia na gorąco.
Ze względu na rodzaj napędu można wyróżnić młoty napędzane m.in.:
- silnikiem elektrycznym,
- sprężonym powietrzem,
- parą wodną.
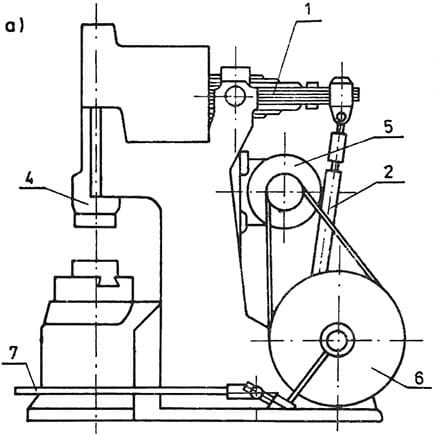
Budowa młota sprężynowego została przedstawiona na rysunku 1.
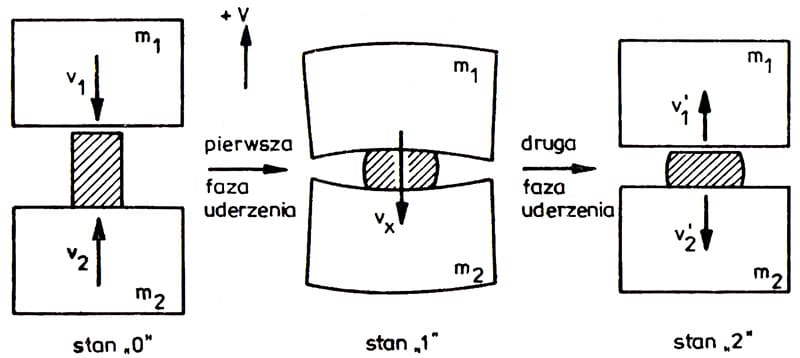
Uderzenie bijakiem w materiał przedstawiono schematycznie na rysunku 2, wyodrębniając przy tym dwie fazy uderzenia:
- faza pierwsza – moment, w którym materiał zostaje odkształcony (ściśnięty) – odkształcenie plastyczne jest największe,
- faza druga – bijak cofa się, a materiał, w związku z jego sprężystością, zmienia swoje wymiary.
Właściwe warunki pracy urządzenia, pozwalają na odkształcenie obrabianego materiału, przebiegające od rozpoczęcia procesu, aż do całkowitego wyczerpania energii kinetycznej [1]. Energia ta w każdym młocie posiada inną wartość i wiąże się ściśle z konstrukcją i gabarytami urządzenia. Podczas uderzenia bijak zatrzymuje się; w tym momencie pewna część energii przechodzi w pracę odkształcenia plastycznego. Nacisk nadawany przez młot zależy (oprócz masy bijaka i energii, z jaką uderza) od gabarytów elementu obrabianego, materiału, z jakiego jest wykonany oraz temperatury kucia. W przypadku zbyt małej energii kinetycznej, która nie daje możliwości ukształtowania elementu za pomocą jednego uderzenia, niezbędne są kolejne. Jeśli wartość siły będzie zbyt duża w stosunku do parametrów kutego materiału nastąpi zdeformowanie i zniszczenie elementu.
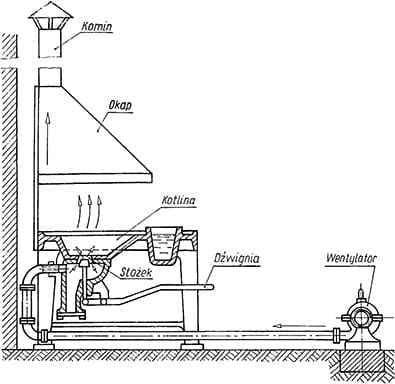
Na młotach sprężynowych może odbywać się kucie swobodne, czyli takie, w którym dochodzi do swobodnego płynięcia materiału w różnych kierunkach. Proces ten polega na nagrzaniu elementu (najczęściej w palenisku – Rys. 3) lub w specjalnych piecach, do temperatury około 1100 °C (zgodnie ze składem chemicznym).
Następnie stal poddawana jest obróbce (do temperatury około 700-800 °C), po czym może być ponownie nagrzewana itd., aż do uzyskania żądanego efektu. Orientacyjne temperatury materiału określa się na podstawie barwy żarzenia lub za pomocą przyrządów pomiarowych (pirometrów). Stale wysokostopowe najczęściej nagrzewa się w dwóch etapach [2].
Pierwsze młoty były urządzeniami, w których bijak opadał dzięki działaniu siły ciężkości, tzw. młoty spadowe. Wówczas możliwość wzrostu energii uderzenia była ograniczona masą bijaka i wysokością, na jaką był podnoszony.
Okazuje się, że najstarszym młotem, który posiadał napęd mechaniczny był młot dźwigniowy, zbudowany z drewna. Na jednym końcu dźwigni miał zamontowany bijak, na drugim końcu następowały uderzenia kułaków, które zostały zainstalowane wokół obwodu koła znajdującego się na wale. W czasach średniowiecza wykorzystywano napęd kołem wodnym, a w erze energii elektrycznej – silnikiem elektrycznym [1].
Młoty do kucia swobodnego posiadają szabotę, która nie jest połączona ze stojakami. Jest to cecha, odróżniająca je od młotów przeznaczonych do kucia matrycowego, bowiem w ich konstrukcji jest zazwyczaj odwrotnie (bardzo często elementy te są wykonane z jednego odlewu).
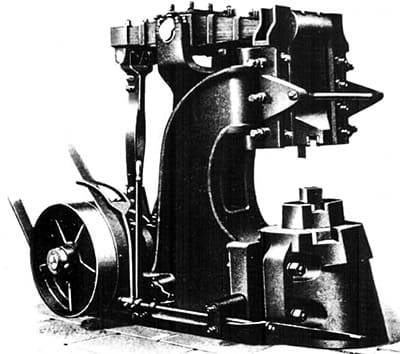
Rysunek 4 przedstawia młot sprężynowy zbudowany w latach 30-tych XX wieku, w fabryce maszyn Brevillier Urban Ustroń. Posiada solidną konstrukcję, wyposażoną w mocny resor i ciężki bijak.Napęd z silnika zostaje przeniesiony za pomocą pasa o znacznej szerokości. Co ciekawe, w Ustroniu, słynącym z pięknych gór i widoków, funkcjonował do lat 80 tych XX wieku, jeden z największych zakładów kuźniczych w Polsce. Obejmował on: odcinarnię, kuźnię mechaniczną, kuźnię parową, narzędziownię, hartownię, odlewnię, ślusarnię i oddział remontowy [3].
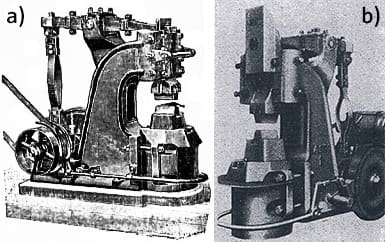
Młoty resorowe mogą uzyskiwać szybkobieżność na poziomie 250 uderzeń na minutę, przekuwając przy tym pręty o średnicy do 60 mm [1]. Urządzenia tego typu przedstawiono na rysunku 5. Mimo że pokazane tam młoty mają podobną konstrukcję, różnią się jednak parametrami pracy i wieloma innymi szczegółami.
Budowa prototypu
Głównym celem budowy takiego mechanizmu było odciążenie rzemieślnika podczas pracy. Założenia wstępne, na których opierano się w czasie tworzenia mechanizmu, to m.in. wykorzystanie ogólnie dostępnego resora samochodowego, prostota wykonania i uzyskanie modulacji siły i częstotliwości uderzeń.
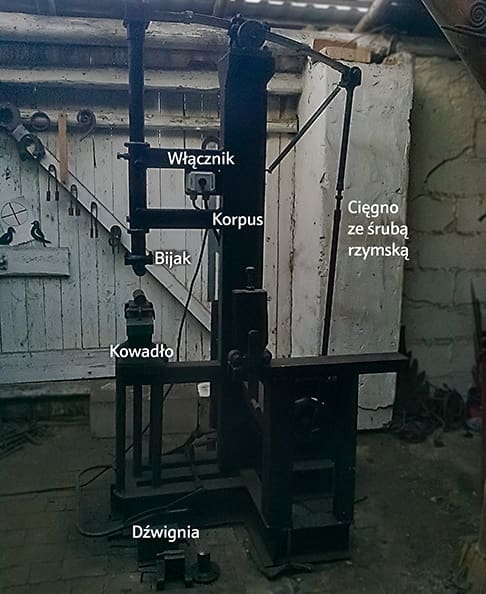
Konstrukcja prostego młota sprężynowego została pokazana na rysunku 6. Nie jest to tak wielkie urządzenie jak prezentowane wcześniej, z założenia jednak ma służyć do celów artystyczno-hobbystycznych, a nie przemysłowych.
Elementy korpusu maszyny zostały wykonane z dostępnych rur, profili zamkniętych i kształtowników (dwuteowników, teowników i kątowników). Cięgno posiada możliwość regulacji za pomocą śruby rzymskiej.

Przeniesienie napędu odbywa się poprzez specjalną rolkę zainstalowaną bezpośrednio na wale silnika (Rys. 7). Jest to tymczasowe rozwiązanie, ponieważ taka konstrukcja może powodować znaczne obciążenia łożysk znajdujących się w jego wnętrzu, co przyspieszy ich zużycie (spowodowane zmianami nacisków na wałek). Spotyka się również urządzenia wykorzystujące wałek pośredni, połączony z kołem (napędzanym paskami klinowymi), na którym zainstalowano korbowód (dający efekt momośrodu).

Mimośród został przedstawiony na rysunku 8. Ważna jest odległość pomiędzy osią koła a miejscem montażu. Zwiększenie energii kinetycznej bijaka przeprowadza się poprzez zmianę prędkości kątowej wału, a jego skok można regulować dzięki wydłużeniu bądź skróceniu korbowodu.

Bijak (Rys. 9) w zbudowanym urządzeniu ma wagę około 25 kg. Aby umożliwić kształtowanie zarówno większych jak i mniejszych elementów młot został wyposażony w zdejmowalne (wymienne) dwa kowadła (jedno niższe, drugie wyższe), instalowane w zależności od wymiarów i kształtu kutego detalu. Konstrukcja prototypu pozwala na przykręcenie do spodu bijaka, jak i nasadzenie na kowadło, elementów (narzędzi) o różnych konturach, ułatwiających sprawniejsze obrabianie detali. Ważne jest aby odległość dzieląca bijak od uderzanego materiału była odpowiednio dobrana, w przeciwnym razie nie uzyska się właściwej siły uderzenia.
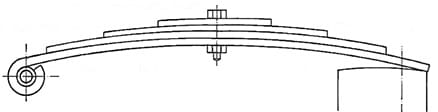
Zastosowana sprężyna (resor), jest elementem pierwotnie stosowanym w samochodzie osobowym (Rys. 10). Składa się on z czterech części – płaskowników zwanych piórami. Najczęściej jest skręcany w ten sposób, iż krótsze pióra posiadają większą krzywiznę od pozostałych; umożliwia to uzyskanie wstępnego napięcia sprężyny, a tym samym odkształcenia.
Niektóre resory (o dużych gabarytach) posiadają pióra, na których wykonany jest podłużny rowek, uniemożliwiający ich przesunięcie się względem siebie. W przemyśle można także spotkać sprężyny, gdzie płaskowniki mają różne grubości.


Środkowa część resora została zamontowana na podporze ruchomej (łożyskowany zawias – z lewej na rysunku 11). Jeden z końców umieszczono w specjalnym uchwycie (Rys. 11 z prawej), pozwalającym na przesuw resora w jego wnętrzu (co wpływa na prawidłowy przebieg pracy).
Podczas eksploatacji istnieje możliwość płynnej regulacji siły uderzeń, jak i częstotliwości ruchów bijaka. Lekkie naciśnięcie pedału włączającego to dolny zakres wspomnianych wartości, mocne zaś – górny. Dzięki temu przejmuje się pełną kontrolę nad prowadzonym procesem obróbki plastycznej. Wspomniany pedał sprzęgnięto z silnikiem za pomocą cięgna (z możliwością regulacji położenia). Wpinając falownik w układ elektryczny zyskuje się dodatkowe możliwości regulowania wspomnianych parametrów.
Obliczenia wykonanego młota resorowego wykonano na podstawie literatury [1, 5].
Okazuje się, że chcąc obliczyć równanie ruchu bijaka, można napotkać pewne problemy dotyczące nieznajomości warunków początkowych układu – na przykład zjawisk występujących podczas odbicia bijaka od odkuwki. Równanie to może mieć postać:

gdzie:
x – przemieszczenie bijaka,
t – czas,
v – częstość drgań własnych,
r – promień korby,
ω – prędkość kątowa wału,
φ – kąt przesunięcia fazowego.
Powyższe równanie jest pewnym przybliżeniem (bijak nie dotyka odkuwki), w którym przyjęto, że układ posiada jeden stopień swobody wraz z wymuszeniem kinetycznym. Prędkość bijaka wzrasta, lecz nie wprost proporcjonalnie, i jest związana z długością korby, prędkością kątową wału i sztywnością resora.

Aby wyznaczyć energię uderzenia bijaka należy znać prędkość jego opadania. Jak można się domyślić, zależy ona od oddziaływania resora i liczby obrotów mimośrodu napędzającego. Sprężyna jest w stanie nadążyć tylko za pewną liczbą obrotów. Próby przekroczenia tej wartości mogą skończyć się zniszczeniem resora (przez pojawienie się pęknięć).
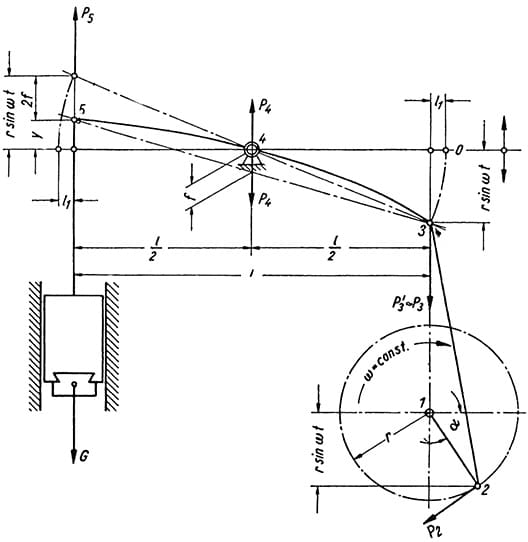
Na rysunku 12 przedstawiono schemat pracy młota resorowego.
Warto zwrócić uwagę na fakt, iż resor jest wychylany przez korbowód (za pomocą cięgna) z położenia zerowego (znajdującego się w środku – spoczynku) w górę i w dół. Pojawiająca się bezwładność bijaka powoduje, że punkt 5 nie jest w stanie nadążyć za punktem 3, co ma wpływ na powstanie opóźnienia.
Przykładowe obliczenia wybranych parametrów wykonanego młota resorowego w porównaniu z seryjnie produkowanym urządzeniem przedstawiono w tabelach 1 i 2.
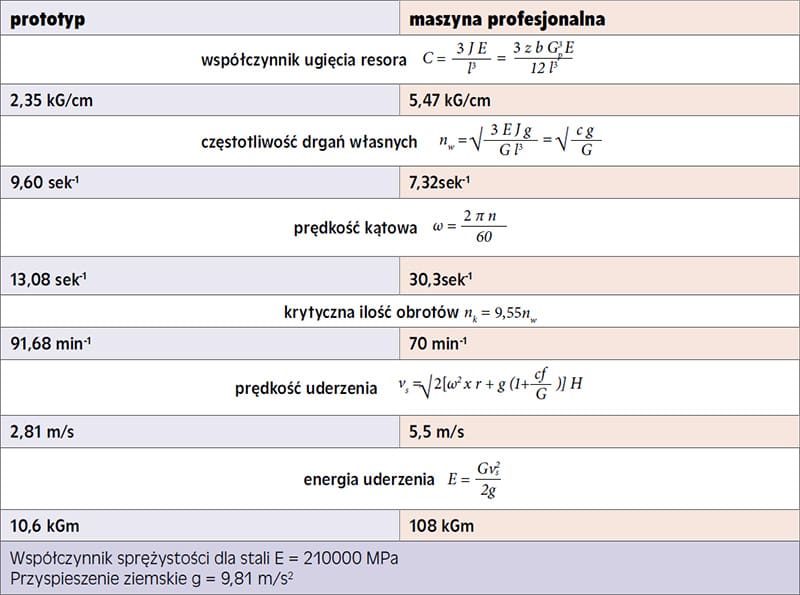
Niebezpiecznym zdarzeniem, mogącym wystąpić w razie nieprawidłowego doboru poszczególnych parametrów, jest zjawisko rezonansu, mogące spowodować zniszczenie maszyny. W związku z tym wartość częstotliwości drgań własnych i prędkość kątowa muszą się znacznie różnić. Najczęściej prędkość kątowa jest ponad dwa razy większa niż częstość drgań własnych (jednak konstrukcja urządzenia wraz z przyjętymi wartościami nie pozwoliły na osiągnięcie takiej różnicy i wartość ta jest minimalna; roczna praca prototypem nie ujawniła żadnych niekorzystnych skutków). Energia uderzenia bijaka, uzyskana w zbudowanej konstrukcji jest około dziesięciokrotnie mniejsza.
Podsumowując, młot resorowy jest wartościowym urządzeniem w warsztacie kuźniczym. Właściwa konstrukcja i eksploatacja pozwala na znaczne przyspieszenie prac związanych z kształtowaniem różnorodnych elementów. Przeprowadzone obliczenia pomogły porównać uzyskane osiągi z profesjonalnym urządzeniem tego typu. Umożliwiły również analizę podstawowych zjawisk zachodzących podczas pracy, wraz z określeniem najważniejszych parametrów mających wpływ na zwiększenie siły i przyspieszenia bijaka – ciężar bijaka i ilość piór resora.
Piotr Wilk
Paweł Wilk
LOGITERM
Literatura:
[1] Chodnikiewicz K.: Mechanika młotów i pras mechanicznych, Wydawnictwa Politechniki Warszawskiej, Warszawa, 1985
[2] Mac S.: Obróbka metali z materiałoznawstwem, Wydawnictwa Szkolne i Pedagogiczne, Warszawa, 1988
[3] smkuznia.ustron.pl (dostęp II 2014)
[4] Porębski E., Przegląd Techniczny 1913 nr 29 s. 387
[5] Gube G: Młoty kuźnicze, obliczenia i konstrukcja, Wydawnictwo Naukowo-Techniczne, Warszawa, 1964
[6] Kozłowski M. (red): Mechanik pojazdów samochodowych, budowa i eksploatacja pojazdów, część I, Vogel Publishing, Wrocław, 1997
artykuł pochodzi z wydania 1/2 (76/77) styczeń/luty 2014