W zmechanizowanej produkcji samochodów występuje wiele ciekawych konstrukcyjnie rozwiązań technicznych. Dużą część urządzeń stanowi transport technologiczny, na który składa się wiele maszyn, spełniających różne zadania, często nie tylko stricte transportowe, ale i produkcyjne.
Takt w normalnej produkcji samochodów wynosi w granicach 50-85 sekund, więc wiele operacji montażowych odbywa się w ruchu ciągłym, na różnego rodzaju przenośnikach – czy to podwieszanych, z odpowiednimi zawieszkami, niekiedy obrotowymi, czy płytowych, napędzanych łańcuchami lub płytowych, napędzanych rolkami ciernymi i wielu innych. Każdy z tych przenośników ma dużo ciekawych rozwiązań konstrukcyjnych dotyczących napędów, sterowania, czy choćby przeciwdziałających zjawisku „stick-slip”. Ciekawe są też urządzenia współpracujące z przenośnikami, a wśród nich urządzenie przeładunkowe z jednego przenośnika na inny, często różnej konstrukcji. Wszystkie urządzenia, przy takim takcie, pracują w skrajnie ciężkich warunkach, najczęściej przez trzy zmiany, z przerwą w niedzielę.
Opisywane urządzenie przeładunkowe zostało zaprojektowane i zbudowane przez polską firmę i pracuje na wydziale montażu w fabryce znanego niemieckiego producenta samochodów. Służy ono do odbierania podmontowanego samochodu (tu: po montażu mechanicznym, a więc z zespołem napędowym, zawieszeniem i na kołach,) z windy pionowej, o wysokości 17.000 mm, z magazynu buforowego, znajdującego się kilka poziomów powyżej linii montażowej, i stawiania go na przenośniku poziomym znajdującym się w ruchu ciągłym, celem dalszego montażu – osprzętu lub zespołów. Linia ta służy do montażu osprzętu elektrycznego w samochodzie. W związku z tym, przez pierwsze dwanaście stanowisk musi być podawane zasilanie 12 V z przenośnika do montowanego samochodu. Była to dodatkowa trudność w projektowaniu i wykonawstwie przenośnika. Dopiero na dwunastym stanowisku podłącza się akumulator i samochód ma własne zasilanie elektryczne. Przenośnik poziomy, płytowy, napędzany łańcuchami, dwutorowy, pracuje w ruchu ciągłym. Napełniony montowanymi samochodami, powoli, z prędkością 5 m/min, przesuwa się ciągle do przodu. Monterzy w ramach stanowiska przemieszczają się wraz z samochodem wykonując operacje montażowe – inne na każdym stanowisku. Przejęcie samochodu z windy pionowej i postawienie go na przenośniku pracującym w poziomie nie jest proste. Na niektórych liniach montażowych (np. układów mechanicznych) stawia się samochód, który nie ma jeszcze kół, na bazy zamontowane na płytach przenośnika i dopiero w trakcie montażu na tej linii montuje się koła. Podobny układ pracuje też w spawalni, w tzw. „finish-linii”, w której dopasowuje się do kadłuba nadwozia części ruchome, takie jak błotniki, drzwi i klapy, przednią i tylną. Wówczas mamy do czynienia z podobnym problemem, tj. zdjęciem nadwozia na końcu z linii. W naszym przypadku samochód jest już po montażu wszystkich zespołów mechanicznych.
Cykl pracy z urządzeniem załadunkowym, w uproszczeniu wygląda następująco. Samochód pobierany jest z magazynu buforowego, w którym samochody znajdują się na zawieszkach, podwieszonych na urządzeniu transportowym typu EHB, i dostarczany jest windą z dużą szybkością 80 m/min i odkładany na urządzenie przeładunkowe, które stoi na pozycji wyjściowej pod windą. Przenośnik typu EHB, w uproszczeniu, stanowi aluminiowy tor, w którym zamontowane są szynoprzewody i przewody sterujące. Zawieszka, jedna z wielu, podwieszona jest do wózka poruszającego się po tym torze z bardzo dużą szybkością i zatrzymującego się precyzyjnie w określonych pozycjach. Jest to w pewnym stopniu transport autonomiczny. Winda pionowa ma zabudowany kawałek takiego toru. Zawieszka z samochodem jest skierowana na tor windy i tam unieruchomiona na czas transportu w dół na poziom zero, czyli przy posadzce. Tu trafia na wózek urządzenia przeładunkowego, a samochód jest delikatnie odkładany na bazy tego wózka. Urządzenie – wózek z samochodem znajdującym się w górnym położeniu – rusza w kierunku zgodnym z ruchem przenośnika. Po odjeździe urządzenia z pozycji wyjściowej winda rusza do góry, do magazynu buforowego, po następny samochód do montażu. Urządzenie w sposób elektroniczny synchronizuje prędkość z prędkością przenośnika i w pewnym ściśle określonym momencie, opuszcza na stanowisku samochód na przenośnik. Zdarza się, na szczęście bardzo rzadko, że samochód spadnie z windy podczas przeładunku, najczęściej z powodu błędu w sterowaniu, dlatego stanowisko przeładunkowe obudowane jest murowanymi ścianami, tak żeby w takim przypadku nikomu nic się nie stało. Niestety nie wszystkie firmy, nawet niemieckie, stosują takie zabezpieczenia. Najczęściej są to ścianki z aluminium i makrolonu, co zabezpiecza tylko przed wtargnięciem osób w strefę niebezpieczną. W razie upadku nadwozia lub samochodu z windy mogą być wtedy nieprzyjemne konsekwencje.
Same windy technologiczne w zasadzie nie są dźwignikami, w rozumieniu ustawy i innych przepisów, które sprowadzają się w Polsce do dozoru technicznego. Podobnie jest w Niemczech, jednak ze względu na ciężkie warunki pracy tych urządzeń są one dokładnie „obliczane” i mają szereg zabezpieczeń, także na wypadek awarii. Na przykład wał napędowy specjalnej konstrukcji, znajdujący się na górze windy, wyposażono w dwa silniki napędowe, z których tylko jeden napędza wał. Drugi, przełączany sprzęgłem, potrzebny jest w przypadku awarii pierwszego silnika. Wymiana silnika trwałaby zbyt długo, powodując niepotrzebną przerwę w produkcji (takt 60 sekund to sześćdziesiąt samochodów na godzinę). Wymiany silnika dokonuje się wtedy w planowanych przerwach w produkcji, np. w niedzielę. Wał napędza dwa pasy gumowe, gdzie po jednej stronie zawieszony jest wózek windy, a po drugiej stronie przeciwwaga. Wszystkie elementy windy są wykonane jako nadmiarowe, aby wykluczyć awarie. Zdarza się jednak, że wał napędowy pęknie, a jest on specjalnej konstrukcji, wykonany w specjalnej technologii spawania, wypracowanej przez wiele lat produkcji takich urządzeń. Wtedy to już jest poważny problem. Z tego powodu nie dopuszcza się do produkcji wind firm, które nie mają doświadczenia. W windach, jak i innych wspomnianych tu urządzeniach np. EHB, dopracowano się różnych ciekawych rozwiązań konstrukcyjnych, vide:
Budowa urządzenia

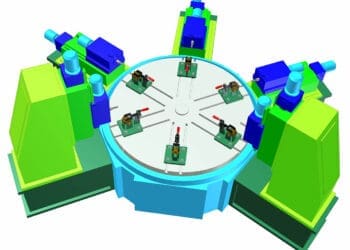
Urządzenie przeładunkowe zbudowane jest z następujących zespołów (Rys. 1):
- Torowisko – pozycja 1. Podstawą torowiska jest konstrukcja spawana z profili typu IBB. Prowadnice jezdne są przykręcane, hartowane i szlifowane. Torowisko ustawione jest na płytkach mocowanych do posadzki śrubami rozporowymi; regulacja wysokości odbywa się przy pomocy śrub z nakrętkami.
- Wózek – pozycja 2. Rama wózka spawana jest z profili prostokątnych. Osie wózka łożyskowane są tocznie; kółka jezdne walcowe; prowadzenie boczne na rolkach. Napędzana jest jedna, przednia oś za pomocą motoreduktora z silnikiem asynchronicznym, z przetwornicą częstotliwości i poprzez przekładnię pasową z pasem zębatym.
- Rama ruchoma – pozycja 3. Rama ruchoma zamontowana jest nad ramą wózka i podobnie, jak w przypadku ramy wózka, jest to konstrukcja spawana z rur prostokątnych. Prowadnicami ram są słupki zamocowane do ramy wózka i rolki na ramie podnoszonej. Mechanizm podnoszenia i opuszczania ramy stanowią dwa wały z korbami po obu stronach. Korby wykonane są w postaci tarcz, a wykorbienia stanowią rolki, na których spoczywa rama podnoszona. Obydwa wały korb napędzane są jednym motoreduktorem z wałem wyjściowym na dwie strony i przez dwie przekładnie pasowe z pasami zębatymi. Moc motoreduktora to 2 kW. Na czerwono narysowano motoreduktor napędzający mechanizmy korbowe poprzez przekładnię z pasów zębatych. Kolorem żółtym narysowano ramę podnoszoną.
- Zespół osadzenia kół – pozycja 4. Zespół ten stanowi bazę, na której spoczywa samochód i gdzie jest ustalony oraz unieruchomiony na czas synchronizacji i odkładania na przenośnik poziomy. Samochód bazowany i unieruchamiany jest za koła. W innych przenośnikach, w innej fazie montażu, gdy nie ma jeszcze zamontowanych kół, mogą to być specjalne bazy – otwory w podłodze samochodu, a na urządzeniu przeładunkowym i na przenośniku poziomym – specjalne wsporniki z bazami. Na ramie ruchomej zamontowane są cztery zespoły osadzenia kół. Zespoły rozstawione są w odległościach odpowiadających rozstawowi kół montowanego samochodu. Na każdym zespole znajdują się po dwa ramiona. Ramiona te wykonują obrót o 90° wokół osi pionowej. W położeniu, w którym są ustawione wzajemnie równolegle, czyli w położeniu zamkniętym, podtrzymują koło samochodu. Konstrukcyjnie ramiona ustawione są tak, że obwód zewnętrzny koła wystaje poniżej ramion. Po otwarciu, czyli po obrocie o 90°, koło samochodu opada na płytę przenośnika. Napęd obrotu ramion realizowany jest przy pomocy motoreduktora, którego moc wynosi 0,55 kW.
- Prowadnik kabla – pozycja 5. Jest to zespół elementów do zamocowania prowadnika przewodów elektrycznych zasilania i sterowania wózka. Zasilanie i sterowanie musi być możliwe w trakcie ruchu wózka (do przodu i do tyłu). Droga wózka wynosi 7000 mm.

Działanie
W położeniu początkowym – wyjściowym wózek urządzenia przeładunkowego znajduje się pod windą. Cztery zespoły ramion, dla wstawienia w nie kół samochodu, będących bazą i ustaleniem samochodu na urządzeniu przeładunkowym, są zamknięte. Wózek windy, wraz z segmentem toru EHB, z zawieszką i samochodem, przemieszcza się w dół, koła samochodu zatrzymują się na zamkniętych ramionach, wózek windy przemieszcza się jednak nieco dalej, aż do wysunięcia czopów zawieszki z otworów transportowych karoserii, znajdujących się w podłodze samochodu. Następnie wózek windy odjeżdża do góry. Wózek urządzenia przeładunkowego z załadowanym samochodem wjeżdża między tory przenośnika płytowego i wyrównuje prędkość (synchronizuje) z przenośnikiem.


Synchronizacja odbywa się w sposób elektroniczny. W niektórych innych konstrukcjach odbywa się to na drodze mechanicznej, np. element wystający co jakiś czas na przenośniku poziomym sprzęga się z urządzeniem przeładunkowym za pomocą rygla zamontowanego na wózku urządzenia przeładunkowego i napędzanego siłownikiem pneumatycznym, i wózek przesuwa się wtedy z tą samą prędkością co przenośnik poziomy. Jest to prostsze rozwiązanie i możliwe w lżejszych przypadkach np. w spawalni, gdzie jest transportowana tylko sama karoseria.
W opisywanym urządzeniu odbywa się to na drodze elektronicznej, za pomocą enkodera. Oba urządzenia, czyli przenośnik płytowy poziomy i urządzenie przeładunkowe, wyposażone są w czytniki przesunięć, przenośnik ma wbudowany enkoder, a urządzenie przeładunkowe – listwę kodową. Po zsynchronizowaniu prędkości rama ruchoma za pomocą mechanizmów korbowych opada aż do osadzenia kół samochodu na płytach przenośnika, wówczas ramiona otwierają się, a wózek urządzenia przeładunkowego wraca do położenia wyjściowego.

Oprócz wymienionych zespołów urządzenia na rysunku zaznaczono zawieszkę – pozycja 6 i przenośnik poziomy płytowy – pozycja 7, napędzany łańcuchami, którego budowa podobna jest do znanych schodów ruchomych, a bardziej jeszcze do działających podobnie do schodów – chodników ruchomych.
W artykule nie opisano systemu zderzaków i rygli. Każda pozycja windy jest ryglowana. Rygiel pomalowany na czerwono widoczny jest na zdjęciu windy. Ponadto, każda pozycja krańcowa, każdego urządzenia, jest sygnalizowana czujnikiem.
Urządzenia transportu technologicznego pracujące w przemyśle motoryzacyjnym w trudnych warunkach (istotna szybkość tych urządzeń, takt, częstotliwość, np. 1000 ruchów do przodu i do tyłu w ciągu doby, oraz wymóg niezawodności) osiągnęły niezwykle wysoki poziom, jeżeli chodzi o rozwiązania techniczne, konstrukcyjne i wykonawcze, oraz sterowanie.
W dziedzinie transportu technologicznego polskie firmy odniosły sporo sukcesów i zbudowały wiele systemów, w różnych fabrykach samochodowych na całym świecie. Być może uda nam się w przyszłości przybliżyć niektóre z nich, nie mniej ciekawe konstrukcyjnie.
Aleksander Łukomski
artykuł pochodzi z wydania 6 (105) czerwiec 2016